
1. 生產(chǎn)概況
我廠所生產(chǎn)擺剪的一鋼型零件,稱為滑板,如圖1所示。材料為36NiCrMo4,其對(duì)應(yīng)的國內(nèi)材料為40CrNiMoA,外形尺寸為1990mm×220mm×30mm,給利用熱處理表淬工藝解決變形帶來了較大的難度。
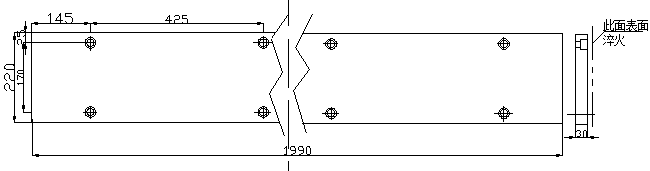
圖 1
該滑板的制造工藝流程為:鍛造→粗加工→調(diào)質(zhì)→半精加工→表面淬火→精加工。技術(shù)要求:大孔面要求全長表面淬火,硬度52~55HRC。
2. 存在問題及改進(jìn)措施
(1)存在的問題
一般情況下,板子類要求單面淬火,我們會(huì)選用刷平面感應(yīng)器,外磁場加熱連續(xù)噴淬法。但這樣會(huì)存在一系列變形問題:滑板在感應(yīng)淬火過程中淬火面快速加熱后又急劇冷卻,組織要經(jīng)奧氏體化后向馬氏體轉(zhuǎn)變;而非淬火面則不發(fā)生組織轉(zhuǎn)變;由于組織轉(zhuǎn)變不同,那么組織轉(zhuǎn)變膨脹系數(shù)就不同,兩表面之間就產(chǎn)生了較大的組織應(yīng)力,導(dǎo)致工件變形嚴(yán)重;而淬火面感應(yīng)快速加熱,又受壓力水的急劇冷卻,這樣淬火面與非淬火面之間產(chǎn)生了較大熱應(yīng)力,加劇了工件的變形趨勢。
根據(jù)以往淬火經(jīng)驗(yàn),對(duì)于比較窄的薄板類件,單面噴淬會(huì)產(chǎn)生表淬面沿長度方向凸起的變形,回火后進(jìn)行校直,保證在留量范圍內(nèi),即可滿足要求;而厚型件因表淬面透熱層淺,不足以使工件發(fā)生大的變形。但該件既長又薄,且較寬,不僅長度方向彎曲變形嚴(yán)重,出現(xiàn)表淬面凸起的大彎,而且因?qū)挾瘸叽绲脑黾樱瑢挾确较虻淖冃螘?huì)加劇,會(huì)在平彎基礎(chǔ)上增加立彎,最終兩個(gè)方向變形疊加,使工件呈扭曲狀,超出余量范圍,難以校直,最終造成質(zhì)量損失。
(2)改進(jìn)措施
因板子結(jié)構(gòu)問題,在進(jìn)行表面淬火前我們先行預(yù)備處理:先校直,然后在井式爐垂直吊掛消應(yīng)力,釋放加工應(yīng)力及其引起的變形。另外,為減小組織應(yīng)力和熱應(yīng)力的不同時(shí)性,我們考慮選用內(nèi)磁場厚度兩面連續(xù)噴淬方式淬火,制作仿形感應(yīng)器,單邊間隙6mm,又考慮到棱角效應(yīng),避開直角處,加大寬度方向間隙為7.5mm,如圖2所示。
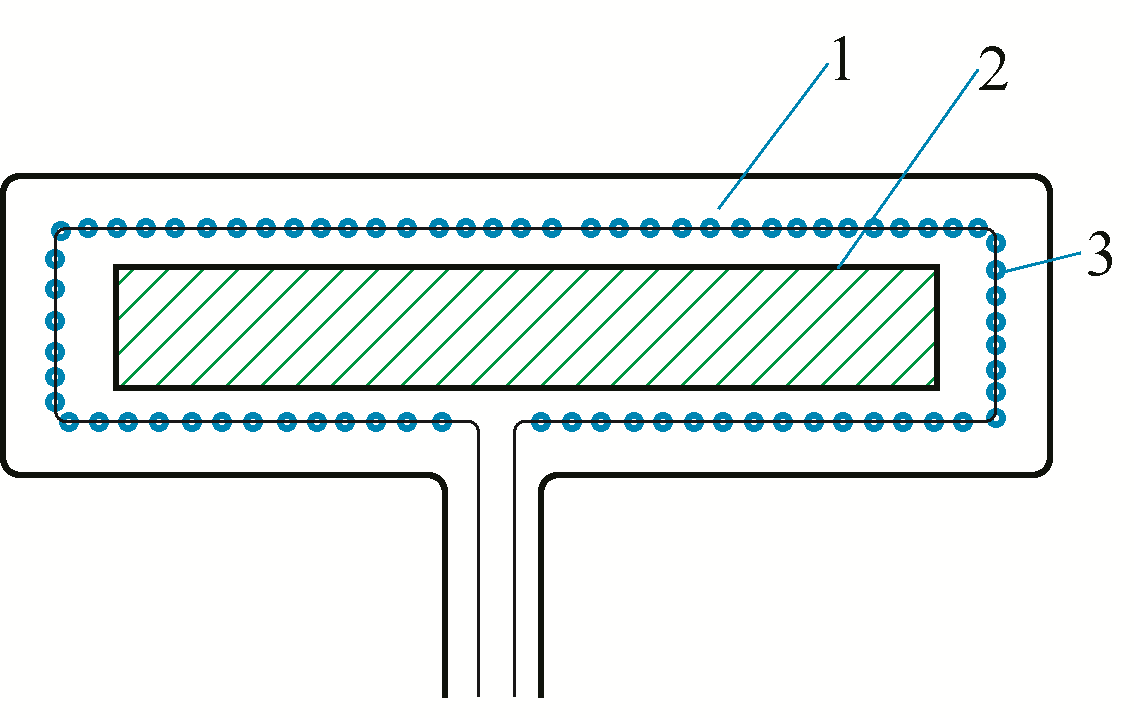
圖 2
1.感應(yīng)器 2. 工件 3. 45°噴水孔
表淬過程我們也進(jìn)行預(yù)防控制,由一開始的雙頂尖(較松)工件進(jìn)行淬火,到1/3處卸掉上頂尖,以手把住工件,再到2/3處雙頂尖(較松)以此釋放淬火過程中的應(yīng)力,控制變形。
淬完測變形:平彎2mm,立彎0.4mm,達(dá)到預(yù)期效果。因內(nèi)磁場磁感線密度大,加之孔部效應(yīng),為防止孔處開裂,以石棉繩堵孔,同時(shí)在孔附近稍降功率,經(jīng)無損檢測孔仍裂。
第二件我們選用銅皮鑲孔,解決孔處裂紋問題。然后進(jìn)行180℃×6h回火,回火后對(duì)平彎進(jìn)行校直,檢測硬度55~56HRC,達(dá)到技術(shù)指標(biāo)要求。
3.結(jié)語
對(duì)于此類較寬較薄板類件,采用內(nèi)磁場連續(xù)噴淬法代替外磁場刷平面噴淬,在滿足圖樣要求的前提下,解決了校直難題,降低了勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率。
作者:袁小婷
單位:中冶陜壓重工設(shè)備有限公司
來源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |