鋼結構熔化焊焊工技能評定標準區別解讀
介紹了CSA W47.1與EN 1090-2標準在鋼結構熔化焊焊工技能評定方面的要求,對比分析了2種標準在鋼結構熔化焊焊工技能評定方面的相似之處和主要區別。
焊接質量是鋼結構產品質量的核心,而焊工技能又是決定焊接質量的關鍵因素,為了保證鋼結構產品的質量,科學的焊工技能評定也就變得尤其重要。
CSA W47.1是加拿大鋼結構熔化焊公司認證、焊工技能及焊接工藝評定標準,EN 1090-2是歐盟鋼結構公司認證標準,EN 1090-2規定其焊工技能評定根據ISO 9606-1進行,在鋼結構熔化焊焊工技能評定方面,CSA W47.1與EN 1090-2有不同的要求,對于同時需要進行這2個標準認證的公司,有必要充分、全面、細致地了解這2個標準在焊工技能評定方面的要求。
在此,結合實際工作對這2個標準的主要區別進行了梳理,以便科學、合理、經濟地進行焊工技能評定。
1.適用范圍的區別
CSA W47.1標準適用于最低屈服強度為不大于700 MPa的鋼熔化焊的手工焊、半機械化焊、機械化焊、自動焊的焊工技能評定,涉及的具體熔化焊工藝方法包括:焊條電弧焊、藥芯焊絲電弧焊、金屬芯焊絲電弧焊、埋弧焊、活性氣體保護焊、惰性氣體保護焊、電渣焊、氣電立焊,不適用于壓力容器焊工技能評定 (執行美國機械工程學會ASME標準)和長輸管線焊工技能評定 (執行美國石油管道協會API標準)。ISO 9606-1標準適用于鋼結構熔化焊的手工焊焊工技能評定,涉及的具體熔化焊工藝方法包括:焊條電弧焊、藥芯焊絲電弧焊、金屬芯焊絲電弧焊、埋弧焊、活性氣體保護焊、惰性氣體保護焊、等離子弧焊、氧乙炔焊。從適用產品類型方面來看,CSA W47.1標準有不適用產品類型的規定,而ISO 9606-1及EN 1418標準則沒有類似的規定,對比而言,ISO 9606-1及EN 1418的適用范圍更為寬泛。

2.焊工分級的區別
類別分為:F(平焊)、H (橫焊)、V(立焊)、O(仰焊)等4個類別;級別分為:T級 (板或管單面焊雙面成形)、S級 (板雙面焊)、FW (角焊縫)、WT(定位焊)、ASW (電弧點焊)等5個級別。ISO 9606-1標準焊工分級由焊接位置及焊接細節來確定。焊接位置分為:PA(平焊位置)、PB(平角焊位置)、PC (橫焊位置)、PD (仰角焊位置)、PE (仰焊位置)、PF(向上立焊位置)、PG (向下立焊位置)等7個位置;對接焊縫焊接細節分為:單面焊雙面成形、單面焊帶襯墊、雙面焊、嵌條等;角焊縫的焊接細節分為單層焊、多層焊等。在從焊工分級方面來看,2個標準既有相似之處又有明顯的區別,相似之處為:CSA W47.1標準焊工分級的類別與ISO 9606-1標準的焊接位置相似,其中F與PA,H與PB及PC。V與PF及PG,O與PD及PE相對應;CSA W47.1標準焊工分級的級別與ISO 9606-1標準的焊接細節相似,其中T級與單面焊雙面成形、S級與單面焊帶襯墊、雙面焊及嵌條相似。
明顯的區別為:CSA W47.1標準有WT(定位焊)及ASW (電弧點焊)等級,而ISO 9606-1及EN 1418標準沒有相對應的要求,但在具體的認證實踐中WT這一級別單獨評定很少,通常用FW來覆蓋;ISO 9606-1標準中有角焊縫的焊接細節分為單層焊及多層焊的規定,而在CSA W47.1標準中FW (角焊縫)的評定考試均為單道焊 (也是單層焊)。相對來說,CSA W47.1標準在焊工等級方面規定得更細致具體,更適用,也便于操作。
3.評定方法的區別
CSA W47.1標準規定焊工技能評定的方法有3種:
(2)根據CSA W47.1標準進行焊接工藝評定;
(3)根據其他國家標準或國際標準進行焊工考試,而這些標準與CSA W47.1標準相類似或者超過CSA W47.1 標準的要求。
ISO 9606-1標準規定焊工技能評定的方法有2種:
(2)根據ISO 15614標準進行焊接工藝評定。
根據對應的標準進行焊工考試是焊工技能評定最常用的方法。在認證實踐中還應該充分利用焊接工藝評定的結果來評定焊工技能,焊接工藝評定結果合格,焊接該試板的焊工的技能評定同樣合格,該焊工就可以獲得對應的焊工資質證,這樣一來節約了時間,二來降低了成本。在利用焊接工藝評定的結果來評定焊工技能時還要了解焊接工藝評定與焊工技能評定的區別,焊接工藝評定側重于評定焊接工藝是否正確,而焊工技能評定則側重于考查焊工的操作技能,這樣的區別也就決定了兩者測試項目及焊接細節有所不同:焊接工藝評定的測試項目比焊工考試的測試項目多,所以當焊接工藝評定的測試結果部分不合格時,不能簡單地就認定焊工技能的評定結果不合格,而是應該進行具體分析,如果不合格的測試項目不是焊工考試必須的測試項目,則焊工技能評定結果也是合格的,如果不合格的測試項目是焊工考試必須的測試項目,則焊工技能評定結果也是不合格的,例如角焊縫,焊接工藝評定的測試 (或檢查)項目為外觀檢查、PT(滲透)、宏觀及硬度,焊工技能評定的測試 (或檢查)項目為外觀檢查及宏觀,所以,當角焊縫工藝評定的外觀檢查及宏觀測試的結果合格時,不管其PT(滲透)及硬度測試的結果是否合格,對應的焊工技能評定均合格;在焊接細節方面,焊工技能評定的焊接試板要求在打底 (或蓋面)焊縫上有一個熄弧再引弧的接頭,但是在焊接工藝評定時則沒有此要求,因此在利用焊接工藝評定的結果來評定焊工技能時要增加此要求。
CSA W47.1標準焊工技能評定的第3種方法認可按照其他標準評定的焊工證,只要其他標準的要求不低于該標準的要求,經CWB(加拿大焊接局)審核員批準,可轉換為加拿大鋼結構熔化焊焊工證,而不需要重新考試。需要同時進行加拿大及歐盟鋼結構認證時,焊工考試盡可能按要求高的進行,測試項目也要盡可能包含這2個標準的要求,檢測記錄也要包含2個標準所要求的記錄內容,這樣就可以把本應組織2次的焊工考試合二為一進行。值得一提的是:從2023年下半年開始,在按CSA W47.1標準進行焊工考試及結果合格,加拿大CWB(加拿大焊接局)可以同時簽發加拿大及歐盟鋼結構熔化焊焊工證書。

4.評定機構的區別
CSA W47.1標準焊工技能評定由CWB(加拿大焊接局)審核員進行,通過CSA W47.1標準認證企業的焊接管理員可以進行焊工技能評定,但只能簽發1GF(平對接及平角焊)的臨時焊工證,必須完整保留焊接測試試板以便CWB(加拿大焊接局)審核員檢查,并及時向CWB(加拿大焊接局)申請官方考試,在此期間該焊工可以在嚴格的監督下進行產品焊接。
ISO 9606-1標準的焊工技能評定由考官或考試機構進行,考官或考試機構可以是外部的第三方,也可以是企業內部的,標準的本意沒有要求焊工技能評定必須由第三方進行,對于需要進行認證的企業,企業自己的IWE(國際焊接工程師)可作為考官簽發焊工證,這樣就可以節約讓第三方進行焊工技能評定的費用,而且這筆費用在認證費用中占的比例很大。
5.評定內容的區別
CSA W47.1標準通過類別和級別的組合來確定焊工技能評定的內容,除了電弧點固焊外,每個組合中均包含角焊縫的評定,這是該標準焊工技能評定操作中的難點。具體評定內容見表1。
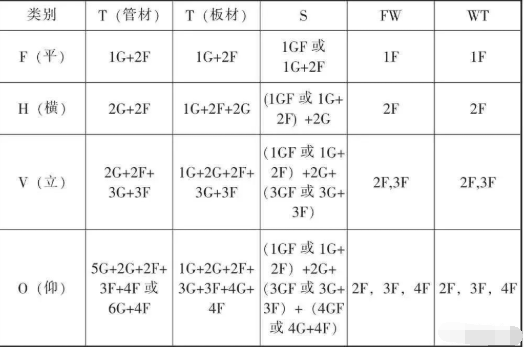
如果表1中所列的評定內容要求不適用于 (或特定崗位不適用)公司產品的焊接,如某一特定崗位,只進行2G位置的焊接,并不需要進行2F位置的焊接考試,這時可以向CWB(加拿大焊接局)申請特別的考試,只考2G項目。只是這樣的焊工資質證不可移植,有效期2年,續證考試的項目與初次考試的項目一樣。ISO 9606-1焊工技能評定時,每一評定項目對應1塊試板,評定內容包含:焊接方法、試板類型、焊材組別、試板尺寸、焊接位置、焊接細節,可根據需要來自由組合每個焊工需要評定哪幾種試板,實際上ISO 9606-1焊工技能評定相當于CSA W47.1焊工技能評定的特別考試。6.評定重要變素及認可范圍的區別
焊工技能評定基于重要變素,重要變素超出評定認可范圍時需要重新進行評定,2種標準焊工技能評定重要變素及認可范圍的區別如下:
6.1焊接方法
按照CSA W47.1進行焊工技能評定時不同的焊接方法需要進行單獨的考試,而按照ISO 9606-1焊工技能評定時有如下例外:實心焊絲氣體保護焊的評定可認可金屬型藥芯氣體保護焊,反之亦可;實心焊絲埋弧焊的評定可認可管型藥芯焊絲埋弧焊,反之亦可。
6.2熔滴過渡模式
CSA W47.1焊工技能評定采用活性氣體保護焊時,短路過渡模式、管狀過渡模式、噴射過渡模式、脈沖過渡模式均需要進行單獨的考試。ISO 9606-1焊工技能評定采用實心焊絲惰性氣體保護焊、實心焊絲活性氣體保護焊、金屬型藥芯焊絲氣體保護焊時,短路過渡模式可認可管狀過渡模式、噴射過渡模式及脈沖過渡模式,但反之不行。
6.3試樣類型
試樣類型分為板和管2種,CSA W47.1焊工技能評定試樣為板時可認可管,反之亦可。ISO 9606-1焊工技能評定試樣類型的認可范圍根據如下規定:試樣采用外徑大于25 mm的管時認可板;試樣類型為板時認可外徑大于等于500 mm的固定管焊接;試樣類型為板時認可外徑大于等于75 mm的轉動管在PA,PB,PC及PD位置的焊接。
6.4焊條組別
對于焊條電弧焊,在CSA W47.1標準中將焊條分為F1,F2,F3,F4共4個組別,F號大的可以認可F號小的,但是反之不行。而在ISO 9606-1標準中將焊條分為3個組別,各組別之間的認可關系見表2。
表2 ISO 9606-1焊條組別認可范圍
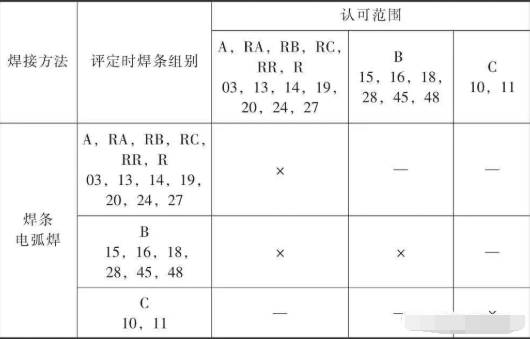
注:×表示認可;—表示不認可。縮寫根據 ISO 9606-1—2012中的4.3.2
6.5焊接填充材料組別
在ISO 9606-1標準中,將填充材料分為FM1,FM2,FM3,FM4,FM5,FM6共6個組別,組別間認可關系見表3,而在CSA W47.1標準中則沒有相應的內容。
表3 ISO 9606-1焊接填充材料組別認可范圍
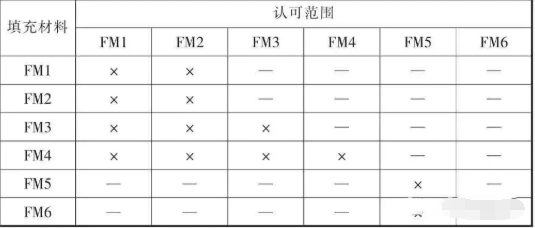
注:×表示認可;—表示不認可。
6.6厚度
在CSA W47.1標準中,考試合格的焊工厚度認可范圍為≥3 mm,厚度為工件的厚度。ISO 9606-1—2012標準對接焊考試合格的焊工所焊的工件厚度認可范圍為:厚度s<3 mm時,認可范圍為s~3 mm或 s~2s中較大的一個;3 mm≤s<12 mm時,認可范圍為 3 mm~2s;s≥12 mm時,認可范圍為≥3 mm,值得注意的是ISO 9606-1—2012標準厚度指的是熔敷金屬的厚度,不同于CSA W47.1標準所指的是工件的厚度。
6.7焊接位置
ISO 9606-1—2012標準考試合格焊工難的焊接位置可以認可容易的焊接位置,而CSA W47.1標準焊接位置不論難易,均不能互相認可。

7.有效期及續證方式的區別
ISO 9606-1標準考試合格焊工資質有效期從焊接測試板起算,離開焊工崗位超過6個月需要重新考試,續證的方式有3種:(2)每2年延期一次,需要提供2個焊接試件合格的檢驗記錄,且焊接試件的日期在有效 期的后6個月內;(3)滿足如下條件時證書一直有效:焊工一直在考試時的企業從事產品的焊接;企業根 據ISO 3834-2或ISO 3834-3進行焊接質量控制;有記錄證明焊工所焊的產品是合格 的且焊接位置、焊縫類型、有無焊接襯墊與考試時的一致。CSA W47.1標準考試合格焊工資質有效期從焊接測試板起算,需要每個月提供焊工報告,除點焊工資質外有效期為2年,2年后進行續證考試合格后延期,但續證考試的測試板與初次考試的并不一致,板材T級的續證考試:類別F的為1G+2F, 類別H的為2G+2F, 類別V的為3G+3F, 類別O的為4G+3F。8 結束語
通過對比分析, CSA W47.1與EN 1090-2標準在鋼結構熔化焊焊工技能評定焊工分級、評定內容、認可范圍這三個方面區別較大,在進行焊工技能評定時要十分注意避免混淆;同時也要充分理解并運用其在評定方法、評定機構、續證方式的相關規定,以便合理減少焊工技能評定數量,達到節約時間及降低成本的目的。
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)

