
齒輪零件的表面淬火工藝控制是齒輪零件加工的關鍵。通過對變形的有效控制和變形量的變化,可以避免熱處理后加工過程中產生的巨大成本。在某些情況下,甚至可以消除所有的后加工操作。在其他情況下,可能會避免個別零件的壓力淬火,從而產生較大的成本效益。
新的真空爐設計允許在一層零件中進行小批量處理(“2D處理”),這使得固定盤的自動裝卸變得容易。通過使用小批量的概念,可以建立一個連續的零件流動(“單件流動”)系統。沒有必要等到收集起來足夠多的零件,構建一個多層的大批(“3D處理”)處理。這種緊湊的爐單元可以實現到生產鏈的核心,并提供熱處理過程,可以完全同步與綠色的熱后加工工序。
當進行表面硬化時,零件在高溫下進行低壓滲碳(LPC),然后進行氣體淬火。單層處理在以下方面提供了最佳的質量:溫度均勻性、淬火均勻性、變形控制。本文通過對不同齒輪元件的研究,給出了傳動控制的新結果。此外,還介紹了串聯式齒輪生產中變形控制的最新成果。
簡介
隨著電動汽車的引入,適當的距離控制變得比以前更加重要。變形的齒輪部件在傳動中會產生噪聲。特別是電池驅動的電動汽車(BEVs)和所有其他電動汽車(包括混合動力車),將需要一個低噪聲傳輸與高精度零件。
由于變形零件需要在熱處理后進行硬加工,因此變形對成本的影響很大。更好地控制變形意味著:在硬加工中,每個零件的周期更短;所需的硬加工能力更小;較低的加工成本。
對于某些應用,硬加工可以完全消除與良好的控制變形。本文介紹了如何改進變形控制的滲碳(LPC)過程應用情況。
2. 變形機理與高壓氣體淬火(HPGQ)
相關文獻對熱處理過程中引起構件變形的相關機理進行了廣泛的描述。材料中有三種不同類型的應力導致變形:殘余應力、熱應力和變形應力。
這些應力受零件幾何形狀、鋼材等級、鑄造、鍛造、機械加工等因素的影響,并與熱處理有關。如果構件的總應力超過屈服應力,構件就會發生變形。Walton更詳細地發表了影響失真的許多潛在因素,參見圖1。
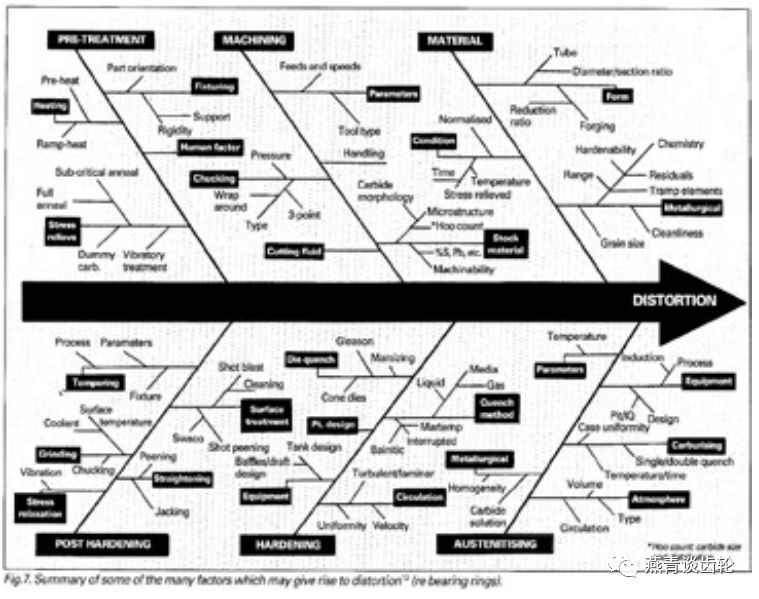
圖1 影響熱處理變形的因素
采用低壓滲碳(LPC)和高壓氣體淬火(HPGQ)技術,可以顯著降低熱處理變形。LPC是一種表面硬化工藝,通常以乙炔為碳源,在僅幾毫巴的壓力下形成。在HPGQ過程中,負載采用惰性氣體流而不是液體淬火介質進行淬火。通常情況下,采用氮氣或者氦氣作為淬火介質。
HPGQ提供了一個巨大的潛力,以減少熱處理的變形。傳統的淬火技術,如油淬或聚合物淬火,其冷卻條件不均勻。傳統的液體淬火有三種不同的機理:膜沸騰、氣泡沸騰和對流。由于這三種機制造成各組分表面局部傳熱系數分布極不均勻。這些不均勻的冷卻條件會在零件中產生巨大的熱應力和變形應力,進而引起零件的膨脹。在HPGQ過程中,只發生對流,這導致更均勻的冷卻條件。
用HPGQ代替油淬可以顯著降低變形的結論已經發表。HPGQ的另一個優點是可以通過選擇淬火壓力和淬火速度,將淬火強度精確地調整到所需的程度。典型的淬火壓力范圍從2bar到20bar。氣速由變頻器控制,典型的氣速范圍從2米/秒到20米/秒,取決于零件的幾何形狀和零件的鋼材。圖2顯示了HPGQ工藝的非典型工業系統。這種系統的批次由幾個層組HPGQ過程。這種系統的批次由幾層生產零件組成,形成所謂的“3D處理”。

圖2 3D熱處理方式的“高壓氣體淬火”
3. 精益熱處理
當今齒輪零件的生產理念通常依賴于傳統的軟加工、熱處理和硬加工的分離。熱處理是在集中的車間進行的,在軟加工、熱處理、噴丸、硬加工中流轉。零件被分批收集,然后從一個工序轉移到另一個工序。因此,大量生產零件被存儲在緩沖區中,或者在不同工序之間流轉。
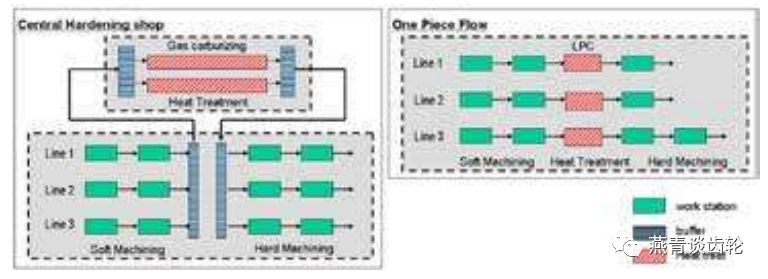
圖3 齒輪制造中心熱處理車間和“一體式流程”集成生產線
為了建立一個更有效和經濟生產的齒輪零件,我們的目標是擺脫批類物流走向的“一個流”生產。參見圖3,目標是將單一的部分從工序中完成而不是移動批次的零件。這種單件流水生產系統(OPF)可以實現生產零件的連續流動,避免了在生產過程中為零件的儲存和運輸付出巨大的努力。如果能夠建立所有操作的全面集成,那么這將為自動化提供新的可能性,從而再次降低成本。此外,更高層次的自動化將導致質量缺陷的減少。
圖4展示了一種新的單向流生產同步熱處理模塊,該模塊是最近在工業生產中建立的。該熱處理模塊允許將熱處理完全集成到生產線,創建一個同步的生產流程與齒輪加工流程。遵循“一件一件的流程”的理念的零件是:從軟加工單元到熱處理單元的單件運轉,隨著軟加工周期的延長,熱處理時間也相應延長(同步熱處理)。一個接一個地傳遞到硬加工單元。

圖4 2D熱處理工作方式和熱處理爐內部結構
雖然這些零件不是單獨處理的,而是在托盤中處理的,但是這些零件被單獨裝載到熱處理單元中,并從熱處理單元中單獨卸載。從而建立了單零件的連續流動,與大批量多層處理相比,單層處理(2D處理)可使零件均質快速加熱,零件均質快速滲碳。均勻、精確控制的氣體淬火消除了層與層之間的所有變化,從而減少了負載內的畸變變化。“一體式流動”熱處理的概念和技術早前已由作者較為詳細地發表過。
4.變形研究- 3d處理與2d處理的比較
4.1最終驅動被動齒輪
從2006年開始,采用LPC和HPGQ技術,對某6速自動變速器的內驅動被動齒輪進行了批量多層(3D-treatment)處理。開展了一項變形研究,以量化從3d處理轉向2d處理時控制變形可能的改進。最終驅動被動齒輪外徑226毫米,高度32毫米,重量4.2公斤,59個外齒,由4121M材料制成。熱處理后的表面硬化深度CHD為0.7..1.1 mm,心部硬度為>28 HRC,表面硬度為64-69 HR45N。
在采集變形數據前,確定了兩種處理方法的金相組織、顯微組織和心部硬度等方面的金相質量是一致的。本研究比較了965℃時的多層生產工藝(3D處理)與995℃時的單層生產工藝(2D處理)在熱處理過程中的幾何變化,如圖5所示。

圖5 產品裝爐方式
圖6為三維熱處理過程中平面度的變化,平均變化為55微米,二維熱處理過程中平板度的變化為42微米,平均變化幅度為24%。

圖6 終驅動內齒輪LPC熱處理平面度的變化:3D與2D處理的比較
圖7顯示了熱處理過后的圓周變形情況。在3D處理下,平均變化為42微米,而在2D處理下,變化為21微米,這意味著減少了50%。綜上所述,盡管2D處理滲碳溫度為995℃ 3d處理滲碳溫度為965℃,但2d處理對變形的控制明顯改善。
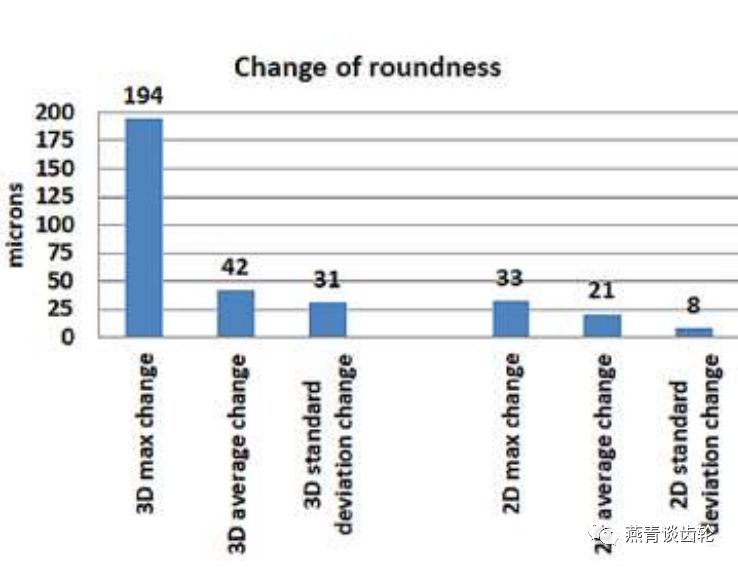
圖7 最終驅動內齒輪lpc處理圓度的變化;“3D和2D處理的比較
將生產從3D處理改為2D處理時,這將為后續的研磨工序節省大量的成本。
4.2內齒輪
4.2.1內齒輪,類型A
在較早的一項研究中,我們量化了從三維到二維處理過程中對非循環齒輪畸變控制的改善。這是一種6速自動自動變速器的反作用內齒輪,外徑167毫米,內齒98齒,由5130材料制成,見圖8。熱處理后的表面硬化深度為0.3-0.6 mm,表面硬度為79-83HRA。
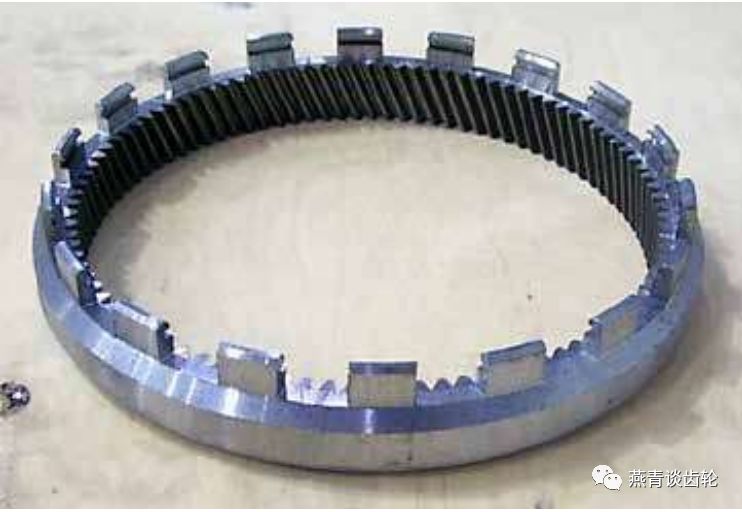
圖8 內齒輪,類型A
圖9顯示了3D和2D處理的裝載設置。所有的測量都是用CNC齒輪分析檢查程序進行的。。每個輪齒檢查四個齒,每個齒檢查左右齒面。

圖9 3D和2D處理的裝載設置
本研究表明,從3D處理轉換到2D處理時,左側螺旋角變化Vbf的標準差降低了30%,降至7微米。對于右側齒面,螺旋角變化螺旋角變化的平均值降低了30%,Vbf的標準差降低了45%,見圖10。單層處理的螺旋角變化量較低,說明與多層處理的螺旋角變化量相比,單層處理的螺旋角變化量較小。
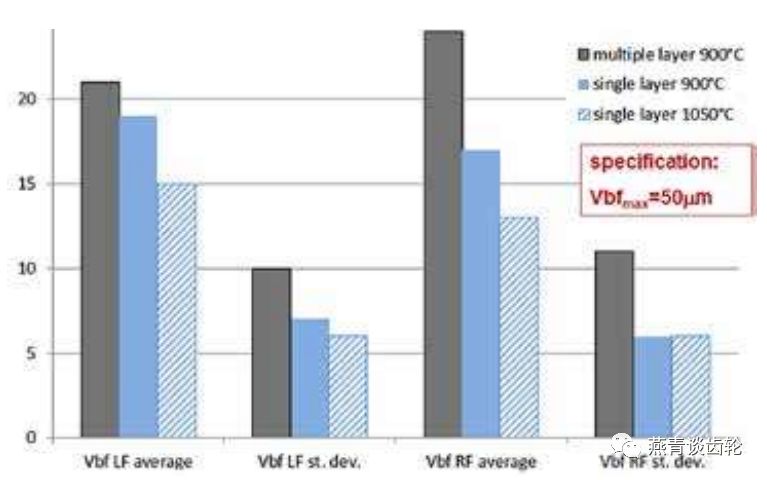
圖10 螺旋角變化的對比
與900℃單層處理和1050℃單層處理相比,Vbf被觀察到無增加,這當然值得注意。所有試驗均采用無微合金化的標準5130鋼進行晶粒尺寸控制。雖然在1050°C處理后檢測到明顯的晶粒長大,但這并沒有導致變形增加。
4.2.2反作用內齒輪,類型B
研究了第二種反作用內齒輪,同樣,當從3D轉換到2D處理時,對失真控制的改善進行了量化。這種“反作用內齒輪B型”外徑152毫米,內齒103齒,由5130材料制成。熱處理后的表面硬化深度為0.3-0.5 mm,芯部硬度為> 25 HRC,表面硬度為64-69,HR45N。

圖11 2D處理的裝爐方式
在收集變形數據之前,確定了兩種處理方法的金相組織、金相組織、芯部硬度等方面的金相質量是一致的。本研究比較了900℃條件下多層 生產工藝(3D-處理)與980℃條件下單層生產工藝(2D-處理)在熱處理過程中的幾何變化。三維處理一次加載192件,二維處理一次加載8件,參見圖11。
在這項變形研究中,用數控分析齒輪檢查儀測量了181件三維加工零件和160件二維加工零件(20個爐道)。
圖12顯示了熱處理過程中圓度的變化。在3D處理下,平均變化為19微米,而在2D處理下,平均變化為7微米,這意味著減少63%。

圖12“B型反力內齒輪”LPC處理過程中圓度變化:3D處理與2D處理對比
圖13為熱處理后的圓度,即熱處理后的絕對值。在3D處理下,平均圓度為48微米,而在2D處理下,變化為32微米,這意味著減少了33%。

圖13 熱處理后的圓度,即熱處理后的絕對值
當生產從3D處理改為2D處理時,這種對變形控制的改進將為后續的磨削工序節省大量成本。
4.3輸入軸
對輸入軸進行二維處理后的變形進行分析,如圖14所示。輸入軸由16MnCr5材料制成,質量約0.7kg,每個托盤承載30根軸。熱處理后表面硬化深度為0.5-0.8 mm,表面硬度為690-790HV和心部硬體指定為340-480HV。分析了兩種主要變形參數:軸向跳動和同軸度。圖15顯示了度量的位置。滲碳溫度從960℃到1050℃不等。在CFC-工裝中測試了兩種不同的零件定位方式:“掛”和“立”,如圖16所示。圖17顯示了不同測試條件下軸的同軸度。然而,對于以上零部件的應用,軸向跳動的重要性要大于同軸度的公差。
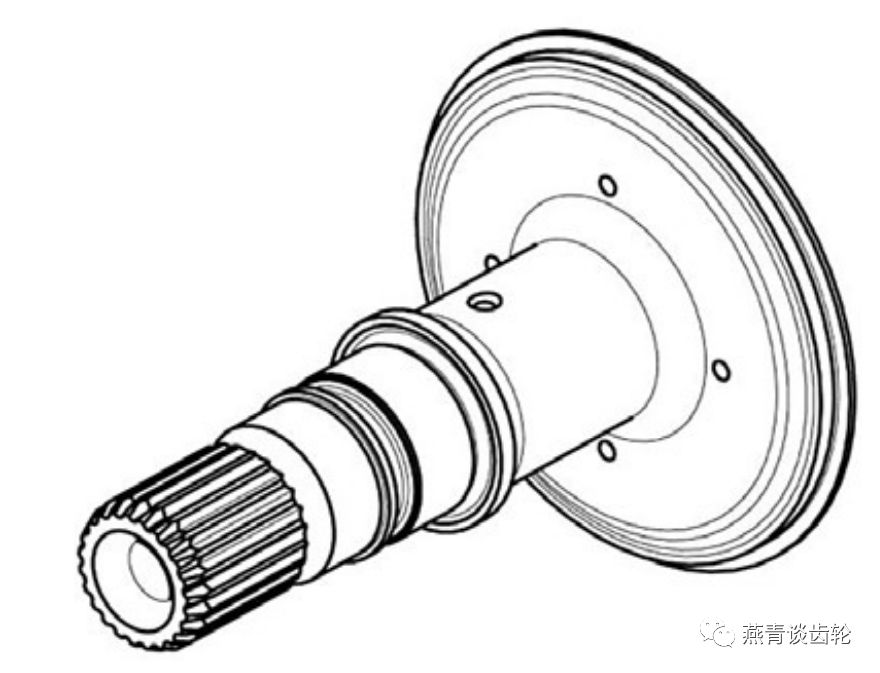
圖14 輸入軸材料16MnCr5
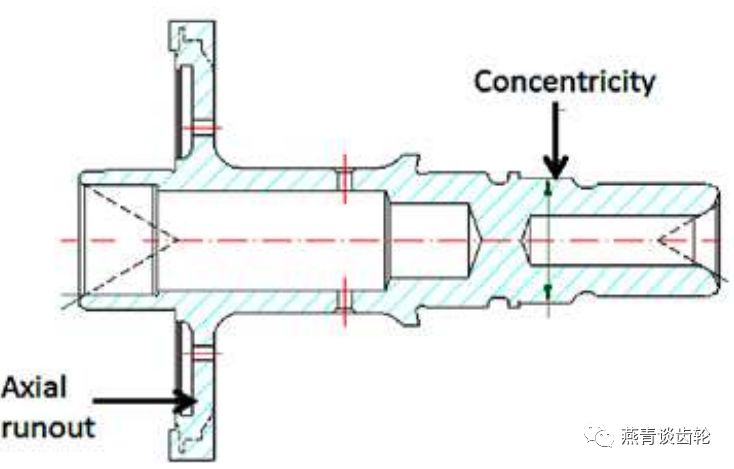
圖15:測量輸入軸上軸向跳動和同心度的位置
圖16熱處理時輸入軸的零件定位:“吊”(左)“站(右)”。
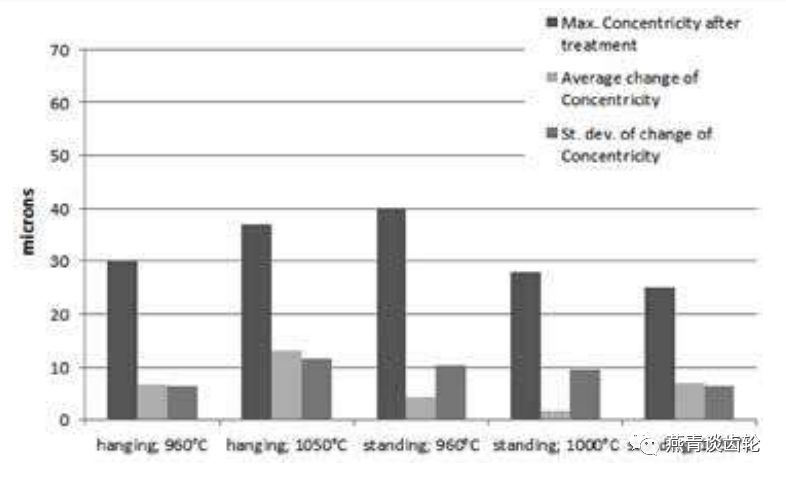
圖17 處理不同試驗條件下LPC -工藝后輸入軸同軸度
圖18為熱處理后最大軸向跳動值、軸向跳動的平均變化量、軸向跳動變化的標準差。很明顯,輸入軸的“站立”會帶來更好的效果,當將軸“立”入塔板時,三種溫度分析過的碳水化合物經熱處理(40微米)后的軸向跳動均達到規范要求。

圖18 2D處理不同試驗條件下LPC 工藝后輸入軸軸向跳動情況
4.4用于重型卡車傳動的小行星齒輪和滑動套
在早期的研究中,Schueler等人分析了重型卡車變速箱小行星齒輪和滑動套筒的變形. 所有零件均由ZF-7B材料制成,這是一個修改后的20MnCr5。
圖19顯示了零件的形狀。對小型行星齒輪進行了常規氣淬油滲碳與高壓氣淬低壓滲碳的二維處理。對滑動套采用常規常壓淬火氣體滲碳工藝,并與高壓氣相滲碳工藝進行了比較。
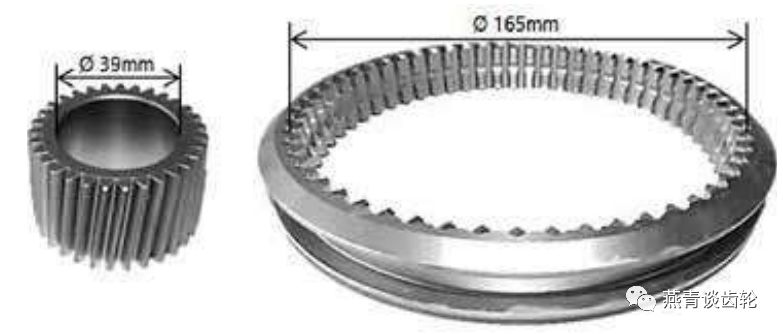
圖19 用于小行星齒輪和滑動套筒的變形分析
對于行星齒輪,二維處理的HPGQ與常規處理相比,其畸變散射明顯減小,見圖20。即使在1050°c滲碳后,這些結果也是非常穩定的,并通過另外兩個熱處理參數相同的批次進行了驗證,如圖20右所示。
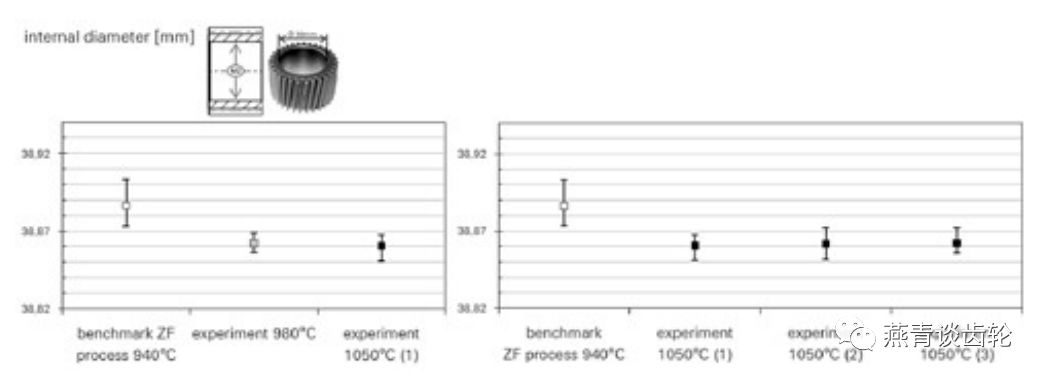
圖20
滑套是變形的關鍵部件。因此,它們經常作為標準工藝進行硬化和壓淬。在Schueler等人的研究中,首先對冷成形毛坯制成的滑套進行了分析。實驗結果表明,HPGQ后的測量畸變較大,散射較大。這可以用冷成形后殘余應力大來解釋。在壓淬過程中,盡管殘余應力較大,但仍能得到理想的形狀。
在第二項研究中,滑動套毛坯在軟加工前經過F/P退火熱成形,將殘余應力從之前的步驟降低到最小。對于這些坯料,二維HPGQ和 2D處理后觀察到的變形程度與壓淬后觀察到的變形程度相同,見圖21。因此,如果能根據熱處理后的變形特性調整軟加工尺寸,就有可能生產出符合要求的二維加工理念的滑套。

圖21
5.總結
正確控制熱處理變形是關鍵技術。本文介紹了低壓滲碳(LPC)技術的發展概況,從多層LPC處理(3D處理)結合高壓氣體淬火(HPGQ)。在此基礎上,進一步減小了變形齒輪制造中降低生產成本的方法。LPC處理(2D處理)變形量與傳統表面硬化相比,明顯減少。
這在幾項關于傳動系統零部件的研究中得到了證實,。對于六速自動變速器的最終驅動內齒輪,從三維處理到二維處理時,熱處理過程中平整度的平均變化降低了24%。圓度的平均變化降低了50%。這種變形控制的改進將為后續的硬車削和磨削工藝步驟帶來顯著的成本節約。本文給出了進一步的實例,以改進內齒輪、輸入軸、滑套等傳動部件的變形控制。
文章來源:燕青談齒輪
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)