
關于冷軋管軋管過程、變形和應力狀態、瞬時變形區、滑移和軸向力、軋制力等的基本理論。
二輥式冷軋管機的軋管過程 二輥式冷軋管機工作時,其工作機架借助于曲柄連桿機構作往復移動。管子的軋制(圖1)是在一根擰在芯棒桿7上的固定不動的錐形芯棒和兩個軋槽塊5之間進行的。在軋槽塊的圓周開有半徑由大到小變化的孔型。孔型開始處的半徑相當于管料1的半徑,而其末端的半徑等于軋成管2的半徑。
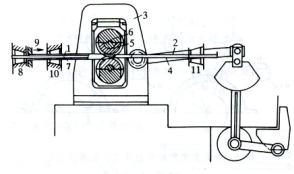
圖1二輥式冷軋管機
1-管料;2-軋成管;3-工作機架;4-曲柄連桿機構;5-軋槽塊
6-軋輥;7-芯棒桿;8-芯棒桿卡盤;9-管料卡盤;10-中間卡盤;11-前卡盤
在送進和回轉時,孔型和管體是不接觸的,為此,軋槽塊5上在孔型工作部分的前面和后面,分別加工有一定長度的送進開口(半徑比管料半徑大)和回轉開口(半徑比軋成管的半徑大)。在軋制過程中,管料和芯棒被卡盤8、9夾住,因此,無論在正行程軋制或返行程軋制時,管料都不能作軸向移動。
工作機架由后極限位置移動到前極限位置為正行程;工作機架由前極限位置移動到后極限位置為返行程。
軋制過程中,當工作機架移到后極限位置時,把管料送進一小段,稱送進量。工作機架向前移動后,剛送進的管料以及原來處在工作機架兩極限位置之間尚未加工完畢的管體,在由孔型和芯棒所構成的尺寸逐漸減小的環形間隙中進行減徑和管壁壓下。當工作機架移動到前極限位置時,管料與芯棒一起回轉60。~90。。工作機架反向移動后,正行程中軋過的管體受孔型的繼續軋制而獲得均整并軋成一部分管材。軋成部分的管材在下一次管料送進時離開軋機。
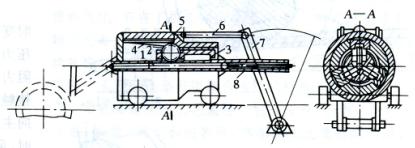
圖2多輥式冷軋管機
1-柱形芯棒;2-軋輥;3-軋輥架;4-支承板;5-厚壁套筒;6-大連桿;7-搖桿;8-管子
多輥式冷軋管機的軋管過程 多輥式冷軋管機軋制管材時見(圖2),管子在圓柱形芯棒1和刻有等半徑軋槽的3~4個軋輥2之間進行變形。軋輥裝在軋輥架3中,其輥頸壓靠在具有一定形狀的支承板(滑道)4上,支承板裝在厚壁套筒5中,而厚壁套筒本身就是軋機的機架,它安裝在小車上。工作時,曲柄連桿和搖桿系統分別帶動小車和裝在工作機架內的軋輥架作往復移動。由于小車和軋輥架是通過大連桿6和小連桿分別與搖桿7相聯結的,所以當搖桿擺動時,軋輥與支承板便產生相對運動。當輥徑在具有一定形狀的支承板表面上作往復滾動時,軋輥和圓柱形芯棒組成的環形孔型就由大變小,再由小變大地作周期性改變。當小車走到后板極限位置時,送進一定長度的管料并將管體回轉一個角度。為了降低返行程軋制時的軸向力以防止兩根相鄰管料在端部相互切入,一般管料的送進和管體的回轉,是當小車在后極限位置時同時進行的。當小車離開后極限位置向前移動時,孔型逐漸變小,進行軋制,在返行程軋制時獲得均整。
冷軋管時金屬的變形和應力狀態 以二輥式冷軋管機軋管為例,在軋管過程中金屬的變形過程如圖3所示。送料時工作錐向軋制方向移動一段距離m(送進量),相當于管料的Ⅰ-Ⅰ截面移動相同的距離到了Ⅰ1-Ⅰ1,位置,Ⅱ一Ⅱ的截面移動同一個距離m到了Ⅱ1一Ⅱ1位置(圖3a)。由于在管料送進的時候,工作錐的內表面脫離了芯棒的表面,兩者之間形成了一個間隙c,所以,當工作機架前移,工作錐變形時,在變形區中先是減徑,然后是壓下管壁(圖3b),而且在變形和延伸的過程中,工作錐內表面與位于軋槽塊前的芯棒之間的間隙不斷增大。同時,工作錐的末端截面移動到Ⅱx一Ⅱx位置。
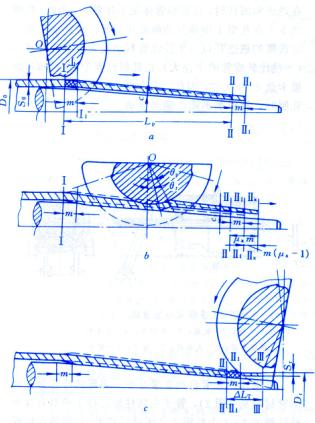
圖3 冷軋管時金屬變形
在返行程軋制時,由于軋制前管體回轉了一個角度,原來處在孔型側壁的金屬轉到了孔型頂部,因而工作錐受到了均整,使任何一個橫截面形狀更圓,壁厚更均勻。另外,由于變形時其中一部分金屬向周向流動的結果,在孔型側壁和工作錐的內表面管料脫離了芯棒,這樣有利于下一次管料送進。
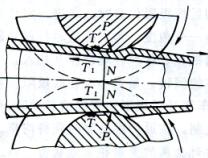
圖4 冷軋管變形時的作用力
工作機架回到后極限位置Ⅰ時,一個軋制周期結束,軋成管的一段長度為△LT(圖3c):
△LT=πS0 (D0-S0)m/πST(DT-ST)=μεm
式中με為總延伸系數,等于管料截面積與軋成管截面積之比,m為送進量。總延伸系數με和送進量m越大;則△LT越大,反之△LT越小。
冷軋管時,金屬是在不斷改變著位置和形狀的瞬時變形區內變形的。金屬在軋輥的正壓力P、芯棒的正壓力N,來自軋輥的摩擦阻力T以及來自芯棒的摩擦阻力T1的作用下進行變形(圖4)。若在金屬與軋輥接觸的變形區中取一單元體,則其徑向主應力σ1、周向主應力σ2和軸向主應力σ3均為壓應力,所以冷軋管時,金屬變形基本應力的應力狀態是三向壓應力,但在輥縫處(φ角范圍內)軸向承受單向拉應力,見圖5。與冷拔管時的二向壓一向拉的應力狀態相比,這種應力狀態更有利于金屬塑性的發揮。
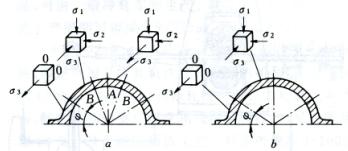
圖5 冷軋管變形時應力狀態沿軋槽分布圖
a-正行程;b-反行程
瞬時變形區的結構 無論正行程軋制或返行程軋制,瞬時變形區的出口截面都與工作機架的中心截面相重合。在二輥式冷軋管機上軋管時,由于進入變形區的管體要先減小直徑再減小壁厚,因此,瞬時變形區包括由減徑角θp和壓下角θt構成的兩部分(圖3b)。在工作機架的行程中θp、θt的大小是變化的。θp與θt之和構成瞬時變形區總的接觸角。在多輥式冷軋管機上軋管時,行程的開始階段瞬時變形區由單一的減徑區構成,在行程的其他部分,由于這種軋機使用圓柱形芯棒,瞬時變形區可以認為由單一的減壁區構成。
瞬時變形區變形量的確定 在一般縱軋過程中,變形區的幾何尺寸是不變的。所以坯料上的任一個截面都可以一直從變形區的入口移動到出口。變形區進口截面和出口截面的高度差、就是坯料上任一截面連續通過變形區時的壓下量,而且是穩定不變的。但在冷軋管時,進入變形區的和離開變形區的管體截面的尺寸是不斷變化的,而且瞬時變形區進口截面和出口截面的高度差也不等于工作錐上進入瞬時變形區的截面在一個軋制行程中的壓下量。因此,冷軋管時,工作錐上的任一截面在一個軋制行程中連續通過不斷變化著的瞬時變形區時所達到的變形量是不相同的,而且確定它的大小也是比較復雜的。在實際計算中,通常是根據各瞬時變形區出口截面的尺寸,確定該截面變形開始時在工作錐上的位置和尺寸,再計算其變形量。這個變形量稱為瞬時變形區變形量。瞬時變形區變形量的計算一般以下述原則為基礎:設某瞬時變形區的出口截面為Ⅰ-Ⅰ(圖6),該截面在通過瞬時變形區時所經受的壓下量等于它與另一截面Ⅱ一Ⅱ的高度差,而這兩個截面之間所包括的金屬體積等于送進的金屬體積。圖中Rx 、rx和Sx分別為瞬時變形區出口截面的外半徑、內半徑和壁厚;RΔx 、rΔx和SΔx分別為該截面變形前的外半徑、內半徑和壁厚。
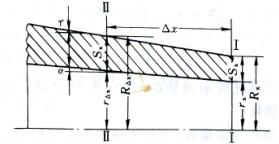
圖6 直角坐標中的一段工作錐
在冷軋管時,主要變形是在正行程軋制過程中完成的;但是,由于工作機架:軋輥等零部件的彈性恢復和軋制前管體的回轉,有的軋機還有送進,因此在返行程軋制時工作錐也有一定的甚至較大的變形。
一般可用下列公式來計算正行程軋制和返行程軋制的壁厚壓下量

式中ΔSn為正行程軋制時的壁厚壓下量;ΔSo為返行程軋制時的壁厚壓下量:Vy=(R0+r0)/(Rx+rx)mSx為送進體積率;R0、r0為管料的外半徑和內半徑;α為錐形芯棒的母線傾斜角;γ為工作錐母線的傾斜角;Kt為計算返行程軋制時變形量的系數,一般可取Kt=0.3~0.4。
一個軋制周期中的壁厚壓下量為:
![]()
瞬時變形區的邊界和咬入角 為了計算變形時軋輥同軋件的接觸面積,必須知道瞬時變形區的前后邊界線。周期式軋制時,瞬時變形區的后邊界線(出口一側的邊界線)應是一條空間曲線,但實際上和軋機中心面與工作錐的交線相差不大,故一般把后者作為瞬時變形區的后邊界線。
瞬時變形區的前邊界線(入口一側的邊界線)是空間曲線,它取決于沿孔型周邊的變形區各縱截面上的接觸角θ0。(圖7)
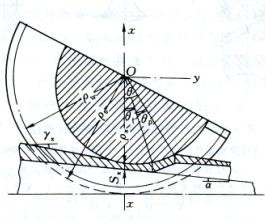
圖7 瞬時變形區的縱截面
θ可按下列簡化公式計算:
![]()
式中ΔRx為瞬時變形區中的半徑壓下量;ρ0為軋輥的理想半徑;C為孔型周邊上不同點處孔型的高度,Rx為瞬時變形區出口截面工作錐的半徑。
在孔型的脊部,接觸角為:
![]()
式中ρr為孔型脊部軋輥的半徑。
若以瞬時變形區的壁厚壓下量ΔSx取代上式中的ΔRx,則可得到確定瞬時變形區前邊界線上各點接觸角的計算公式。
瞬時變形區的接觸面積 圖8為二輥式和多輥式冷軋管機軋制管子時的變形區及接觸面積圖示。
文獻中有多種計算瞬時變形區接觸面積的近似公式。一種常用的計算二輥式冷軋管機軋管時接觸面積的方法如下。
圖9為借助于計算接觸角θ得到的正行程軋制時瞬時變形區接觸表面積的垂直投影和水平投影。區域OPLMC為總接觸表面積的垂直投影;OPRE=Fys為減壁區接觸表面積的垂直投影;B1L1M1NM2L2B2=Fdx用為總接觸表面積的水平投影;C1R1PR2C2=Fxs減壁區接觸表面積的水平投影。
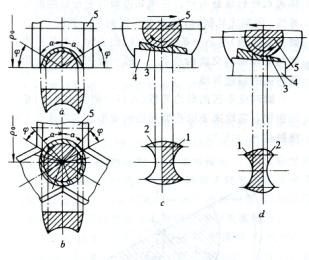
圖8 冷軋鋼管時變形區及接觸面積圖示
a-二輥冷軋管機的變形區;b-多輥式冷軋管機變形區;c-正行程的接觸面積;d-返行程的接觸面積
1-塑性和彈性變形區;2-彈性變形區;3-管子;4-芯棒;5-軋輥
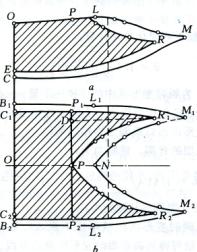
圖9 正行程軋制時瞬時變形區接觸面積
a-垂直投影;b-水平投影
先來確定減壁區接觸表面積的水平投影。由圖9可知,減壁區接觸表面積的水平投影可分成兩部分:
Fxs=2(Fc1p1po +Fp1R1P)
在孔型脊部C=Rx,面積Fc1p1po用下式計算具有足夠的精確度:
![]()
式中C為孔槽深,近似為孔槽寬之半。
面積Fp1R1P=η1 1/2(P1P)(R1D),式中η1 為系數,等于0.85。R1D=(ρ0-Cmin)sin(θtc-θtr),Cmin為孔型周邊與工作錐最先接觸處軋槽的高度;θtc為孔型脊部減壁區的接觸角;θtr為孔型周邊和工作錐最先接觸處減壁區的接觸角。
所以計算Fxs的公式可寫成[取sin(θtc-θtr)≈θtc-θtr]:
![]()
由于孔型側壁的開口角通常為16。~22。,用于工程計算可取Cmin=Rx。/3,所以孔型周邊與工作錐最先接觸處的總接觸角為:

而孔型脊部的總接觸角為:
![]()
因此
取 θtc/θtr =θoc/θor =η2
對不同軋機η2波動在1.60~1.70之間,軋機較大時其值較小。
以角θtr表示角θtc,并把所得的值代入Fxs式,可以把Fxs的計算公式寫成更簡單的形式:
![]()
式中η3為接觸面積的形狀系數,對于二輥冷軋管機,其值為1.20~1.25;對于三輥式冷軋管機可取為1.10。
相應地減壁區的總接觸表面積可按下式確定:
![]()
上兩式以ΔRx取代△Sx,則可求得總接觸表面積的水平投影及總接觸表面積。
軋制過程中的滑移及軸向力 在冷軋管過程中,金屬與軋槽表面之間存在著相對滑動即滑移。變形區由前滑區和后滑區構成。軋制過程中,在前滑區作用在金屬上的摩擦力(圖10中Tx2)的方向和機架移動的方向相反;在后滑區ABc作用在金屬上的摩擦力(圖10中的Tx1)的方向和機架移動的方向相同。
在沒有外加前后張力的一般簡單的縱軋過程中,變形區中軋輥作用在金屬上的正壓力的軸向分量和作用在前后滑區的摩擦力的軸向分量始終是互相平衡的。在這種軋制過程中,軋件的出口速度能根據變形條件而自動變化,相對于一定的變形條件,必有一個相應的出口速度以形成適宜的前后滑區,使這時前后滑區所產生的摩擦力的軸向分量正好與軋輥正壓力的軸向分量相平衡。
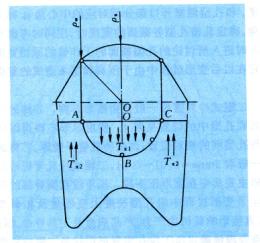
圖10 前后滑區接觸面積的水平投影及摩擦力的方向
在冷軋管時,由于軋制過程的強制性,(管料是被固定的而不能作軸向運動)不存在通過改變軋件出口速度調節前后滑區大小的可能。因此,在一般情況下,作用在變形區上各力的軸向分量不能相互平衡,其結果,在變形過程中管體受到來自變形工具的軸向力。有時軸向力還是比較大的。軸向力在工作機架行程長度上的分布是不均勻的,并且最大軸向力往往不與最大軋制力相對應。在正行程軋制時,軸向力可能是壓力(方向和工作錐延伸的方向相反)或拉力(方向和工作錐延伸方向相同);在返行程軋制時,一般只出現軸向壓力。軸向力過大會對軋制過程產生不良影響,如出現兩根相鄰管料的端部相互切入,芯棒桿縱向彎曲,軋制過程中工作錐竄動,送進管料時工作錐從芯棒上脫開時的阻力增加,以及送進機構的磨損加劇等。因此軸向力的大小在一定程度上決定著軋機的生產力和能夠達到的變形量。
軋制力 在二輥式冷軋管機上,金屬作用在軋輥上的平均軋制力可按下式計算:
![]()
式中Kδ為與軋制時金屬加工硬化有關的系數,對鋼它可取為1.42;δb50為變形程度為50%時金屬的強度極限;D0為管料的直徑;DT為軋成管的直徑;Rc為軋槽壓下段軋輥的平均半徑;lc為軋槽壓下段的長度;So為管料的壁厚;ST為軋成管的壁厚。在多輥式冷軋管機上,平均軋制力的計算公式為:
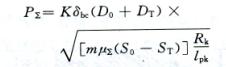
式中K為與多輥式冷軋管上變形特點有關的系數,一般可取為1.6~2.2;δbc為變形前后管材強度極限的平均值;Rk為軋制半徑;lpk為工作錐壓下段的長度。

| |