
目前國內重載齒輪制造領域,由于齒輪模數大,對材料的淬透性能有著嚴格要求,淬透性能差的材料無法保證齒輪的心部組織及力學性能滿足要求。當前重載滲碳鋼齒輪的材質主要有20CrMnMo、18CrNiMo7-6、17CrNiMo6、20Cr2Ni4、20CrNi2Mo等,其中20CrMnMo在重載齒輪制造領域應用廣泛。20CrMnMo的主要特點為Cr與Mn含量較高,對淬透性提高有著積極作用,滲碳后表面淬硬性好,齒輪滲碳淬火后表面硬度可以達到59~63HRC,同時滲碳層抗回火性能優良,由于不含Ni元素,所以該材質的韌性相對于18CrNiMo7-6類偏低。
淬火冷卻介質是實現齒輪滲碳后性能的必要手段,通過淬火方可使擴散入的碳原子產生硬化作用,使齒輪的表面、心部實現預期硬化性能。重載齒輪熱處理淬火冷卻介質,目前主要有鹽浴以及油,本文主要涉及低溫鹽浴(50%硝酸鉀+50%亞硝酸鈉)與快速淬火油(K油)的對比。鹽浴與快速淬火油的冷卻機理明顯不同,鹽浴淬火為馬氏體分級淬火,采取的是“鹽浴-空氣”冷卻,在鹽浴內完成心部組織轉變,隨后在空氣中完成表面組織轉變,鹽浴淬火變形相對較小,由于鹽比熱容大,其淬火冷卻介質溫升較小,有利于淬火裝爐量提高。快速淬火油介質冷卻時,齒輪的心部以及表面在油中完成轉變,對于分級淬火油,。由于兩種淬火冷卻介質的特性差異,滲碳淬火后的性能必然存在差異,本文研究了鹽浴與油介質對20CrMnMo重載滲碳齒輪淬火性能到影響,對合理選擇淬火冷卻介質有著重要的指導意義。
一、試驗材料與熱處理工藝
1.試驗材料
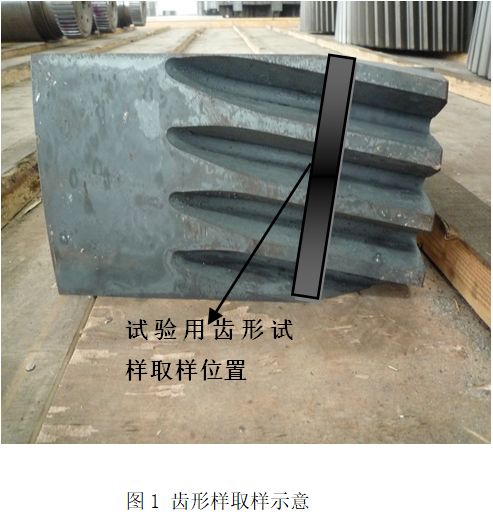
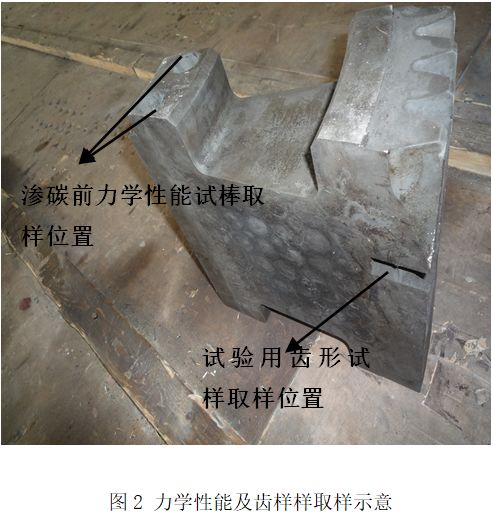
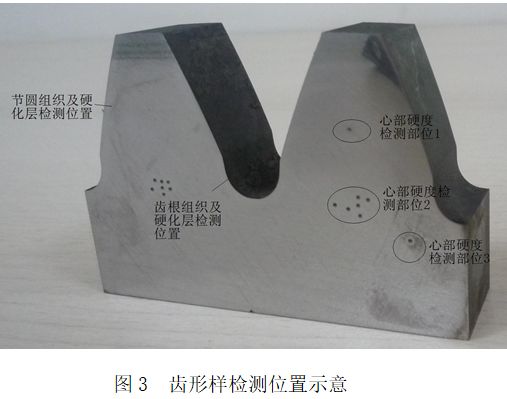
試驗試樣取材于20CrMnMo材質實體齒輪,模數12,通過線切割獲得4件齒形樣坯,滲碳前在齒形樣坯上制取力學性能試樣,試驗每組試樣包括齒形樣坯1件、力學性能試棒2件,獲得4組滲碳淬火試樣;滲碳淬火后再從齒形樣坯齒寬中部法向截面上取得試驗用齒形試樣;最終每組檢測樣品包括齒形樣1件、偽滲碳力學性能試棒2件。試樣取樣位置如圖1、圖2所示。
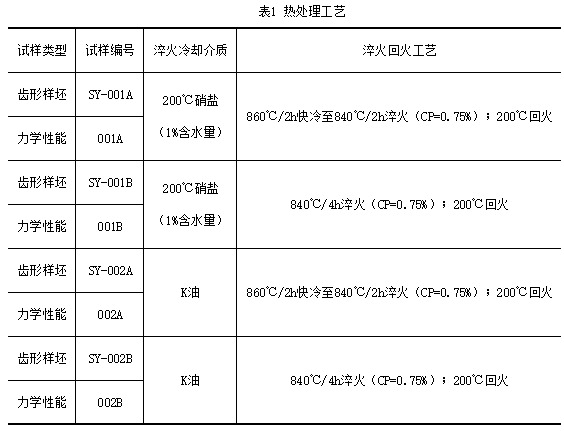
2.熱處理工藝
每組試樣由齒形樣坯1件、力學性能試棒2件組成。4組試樣同爐滲碳,滲碳工藝時間45h(強滲碳勢1.15%時間30h、擴散碳勢0.75%時間15h),760℃保溫2h出爐緩冷至300℃空冷;后采取4種淬火回火工藝進行對比性試驗。試樣熱處理工藝見表1。
二、淬火性能檢測
1.力學性能檢測
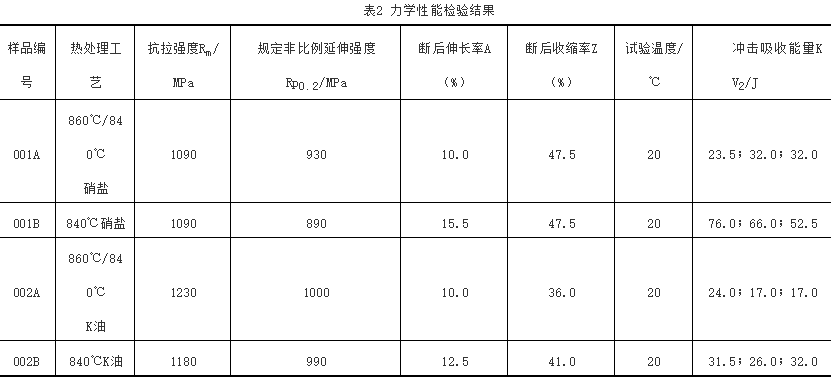
通過4種淬火回火工藝研究不同淬火冷卻介質、不同淬回火溫度對試樣力學性能的影響,利用WAW-600KN萬能材料試驗機以及JB-300B沖擊機對4組偽滲碳試樣進行力學性能測試,結果如表2所示。
結果分析:
(1)相同材質及淬火溫度工藝,油淬的強度指標高于鹽淬,但塑韌性低于鹽淬。如表2所示,強度指標提高10%左右,但沖擊功降低40%左右。
(2)相同材質及淬火冷卻介質,與常規840℃淬火比較,采用860℃快冷至840℃淬火將提高材料熱處理后的強度性能,但同時降低塑韌性指標。
2.組織檢測
樣品經4%硝酸酒精溶液腐蝕后,按JB/T6141.2—1992《重載齒輪滲碳質量檢驗》標準,對齒形樣進行組織觀察與分析。
(1)表面組織檢測
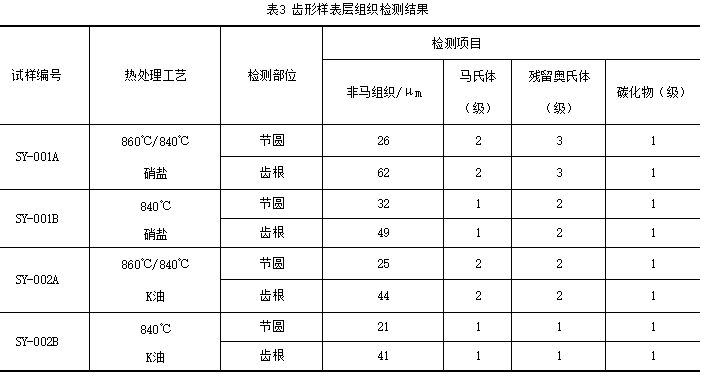
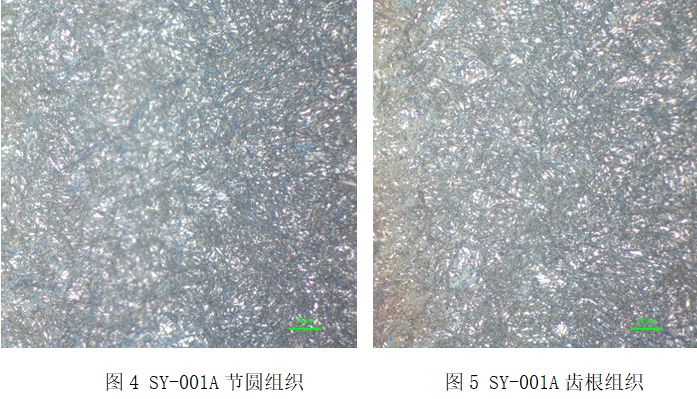
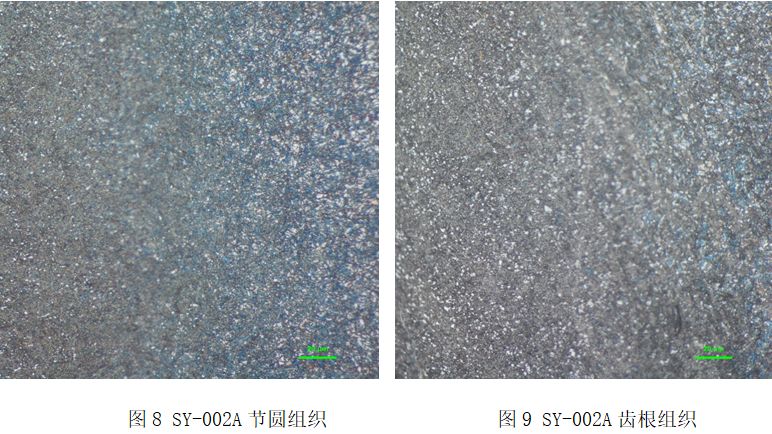
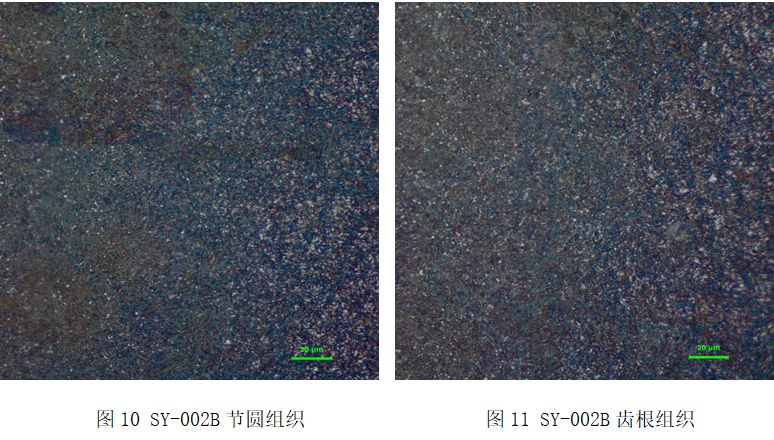
齒形樣表層組織檢測結果如表3所示。金相圖如圖4~圖11所示。
結果分析:
①對于12模數20CrMnMo齒形樣而言,滲碳后采用硝鹽或油淬后,齒根處非馬組織深度均約為節圓處的1倍。相同淬火奧氏體化加熱工藝,鹽浴與K油淬火的非馬組織深度無明顯差別。
②860℃快冷至840℃淬火,通過對鹽淬與油淬試樣結果比較,20CrMnMo材質若在860℃進行長時間保溫(2h),淬火后馬氏體針尺寸略大于840℃淬火工藝,但馬氏體級別≤3級。相同淬火奧氏體化加熱工藝,鹽浴與K油淬火的馬氏體針長一致,原因在于表層馬氏體的針長由淬火前的奧氏體晶粒度決定,與冷卻方式無關系。
③相同淬火奧氏體化加熱工藝,鹽浴淬火的殘留奧氏體數量大于K油淬火,鹽浴殘留奧氏體相對高度原因在于表層過冷奧氏體向馬氏體轉變階段,在空氣中轉變的速率慢,導致奧氏體穩定化;相同淬火冷卻介質,無論鹽浴還是K油淬火,均表現出860℃降840℃淬火工藝的殘奧數量大于840℃淬火工藝,860℃降840℃淬火工藝殘奧數量相對高的原因在于860℃保溫階段,碳化物溶解入奧氏體中的數量增加,致使馬氏體開始轉變溫度Ms點下降,在冷卻轉變階段,奧氏體的轉變量將降低。
④碳化物指標由滲碳階段的表層碳含量決定,4組試樣均為同爐滲碳,因此碳化物指標不存在差異。
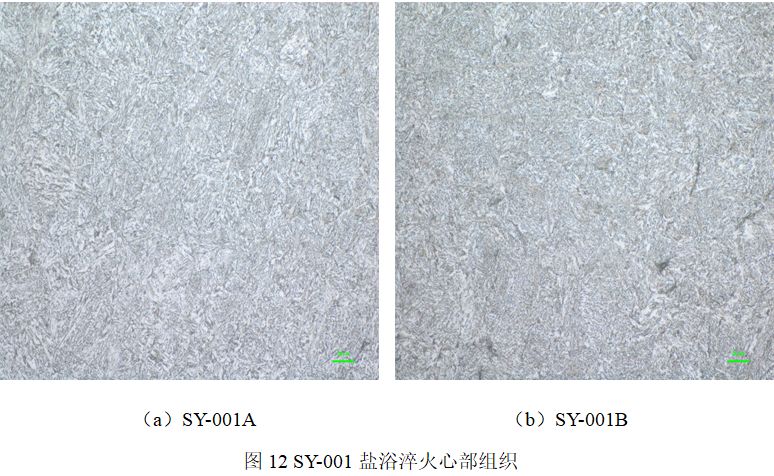
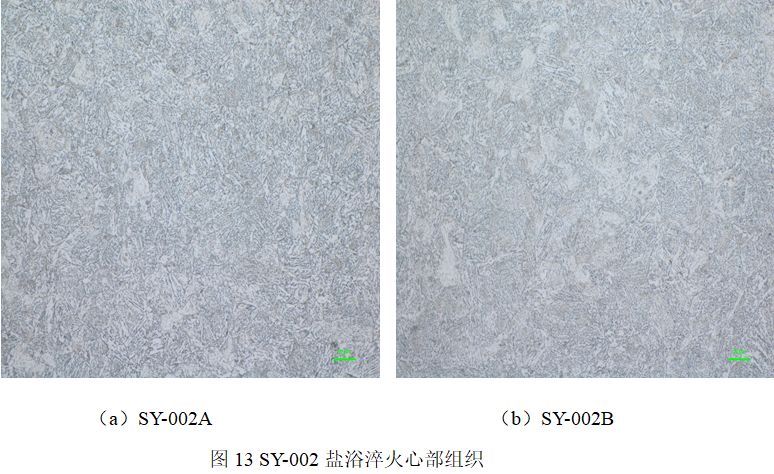
(2)心部組織及硬度檢測
運用維氏硬度計與奧林巴斯GX51金相顯微鏡對樣品進行硬度及組織檢測,結果如表4所示。金相如圖12、圖13所示。
表4 心部組織及硬度檢測結果
試樣編號 | 熱處理工藝 | 檢測部位 | 檢測項目 | ||
心部硬度/HRC | 心部組織 | 心部晶粒度(級) | |||
SY-001A | 860℃/840℃ 硝鹽 | 部位1 | 28.0;28.2;30.6 | B+少量M | 6 |
部位2 | 26.0;25.5;26.2 | B+少量M | 6 | ||
部位3 | 25.6;26.5;26.2 | B+少量M | 6 | ||
SY-001B | 840℃ 硝鹽 | 部位1 | 26.5;26.3;26.5 | B+少量M | 6 |
部位2 | 26.0;26.0;27.0 | B+少量M | 6 | ||
部位3 | 26.0;25.6;26.2 | B+少量M | 6 | ||
SY-002A | 860℃/840℃ K油 | 部位1 | 29.4;30.6;29.6 | B+少量M | 6 |
部位2 | 23.7;25.0;25.2 | B+少量M | 6 | ||
部位3 | 25.5;26.2;25.2 | B+少量M | 6 | ||
SY-002B | 840℃ K油 | 部位1 | 29.0;29.9;29.9 | B+少量M | 6 |
部位2 | 25.0;25.6;25.0 | B+少量M | 6 | ||
部位3 | 25.3;25.3;26.5 | B+少量M | 6 | ||
解釋:
①心部硬度檢測部位1:法向截面上,輪齒中心線與節圓相交處。
②心部硬度檢測部位2:法向截面上,輪齒中心線與齒根圓相交處。
③心部硬度檢測部位3:法向截面上,齒根30°切線方向,深度為1倍模數處。
結果分析:
①12模數20CrMnMo齒形樣,采用不同溫度工藝,油淬或鹽淬后,其心部檢測點1、2、3的硬度均≤30HRC;同一檢測位置,不同溫度工藝,油淬與鹽淬心部硬度值基本一致。
②鹽淬與油淬,同一個齒形樣,檢測點2、3心部硬度值基本相同;檢測點1硬度值略高于點2、3;且組織與硬度呈對于關系,檢測點1、2、3均為B+少量M。
③對實體心部組織及硬度分析,鹽與K油淬火,對心部性能影響無明顯差別,說明兩種介質在試驗中的高溫冷卻速度基本相同。
3.硬化層檢測
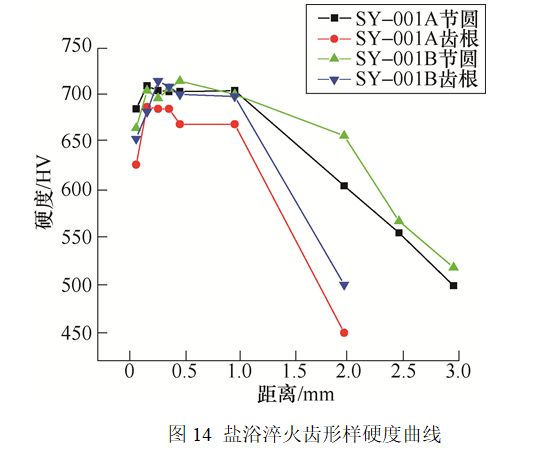
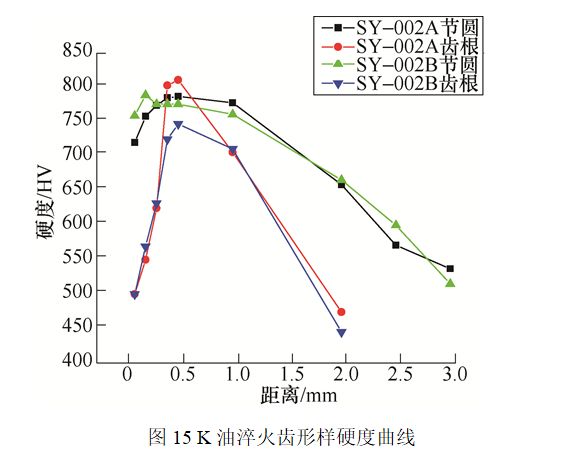
利用顯微維氏硬度計對樣品進行硬化層檢測,按GB/T 9450—2005《鋼件滲碳淬火硬化層深度的測定和校核》標準執行,檢測結果如表5所示;硬化層檢測處見圖3;圖14、圖15為樣品硬化層曲線。
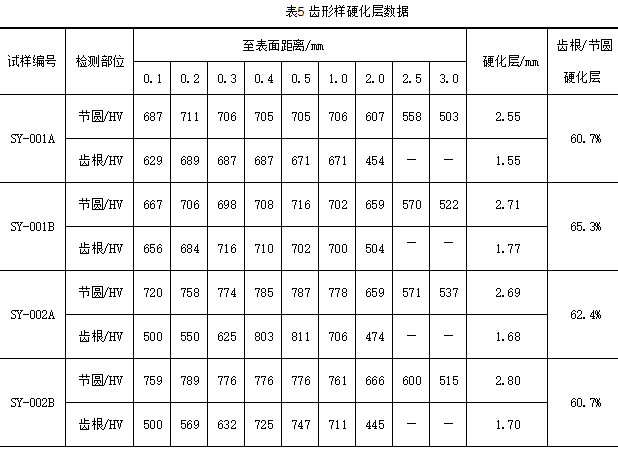
結果分析:
(1)12模數20CrMnMo齒形樣,鹽淬后齒根硬化層為節圓硬化層的60.78%~65.0%,油淬后齒根硬化層為節圓硬化層的60.7%~62.0 %,兩種介質并無明顯差別;相同材質及淬火冷卻介質,采用860℃降840℃淬火不能有效提高齒根/節圓硬化層比值。
(2)鹽淬或油淬,齒形樣840℃淬火后節圓及齒根處硬化層均略高于860℃降840℃淬火后數據。
(3)相同奧氏體化淬火工藝,節圓部位,K油淬火的硬度值大于鹽浴淬火,這與油淬殘留奧氏體數量相對少有關。
(4)從表面硬度曲線分析,發現采用兩種熱處理溫度工藝,齒形樣油淬后齒根部位離表面0.2mm范圍內硬度值均低于569HV,齒根表面軟面層約0.2mm,而鹽淬無此現象。
三、結語
(1)相同材質及淬火溫度工藝,油淬的強度指標高于鹽淬,但塑韌性低于鹽淬;相同材質及淬火冷卻介質,與常規840℃淬火比較,采用860℃快冷至840℃淬火將提高材料熱處理后的強度性能,同時降低塑韌性指標。
(2)鹽淬或油淬對馬氏體形態影響很小,主要影響因素為淬火溫度及保溫時間。相同熱處理加熱制度,鹽浴淬火殘留奧氏體量比油介質高。
(3)12模數20CrMnMo齒形樣,采用不同溫度工藝,油淬或鹽淬后,其心部硬度均≤30HRC;且組織與硬度呈對于關系,均為B及少量M組織。兩種介質高溫區冷卻速率相近,所以齒形樣心部性能無明顯差異。
(4)12模數20CrMnMo齒形樣,鹽淬后齒根硬化層為節圓硬化層的60.78%~65.0%;油淬后齒根硬化層為節圓硬化層的60.7%~62.0%;采用860℃降840℃淬火不能有效提高齒根/節圓硬化層比值。
(5)齒形樣油淬后齒根部位離表面0.2mm范圍內硬度值均低于569HV,齒根表面軟面層約0.2mm,相同材質及熱處理溫度,鹽淬則此現象。
作者:顧曉明
單位:中國航發常州天山重工機械有限公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)