
以若干根具有一定斷面形狀和直徑的鋼絲,按一定規則捻制而成的螺旋狀鋼絲束。鋼絲繩屬線材(即盤條)深加工的產品,在鋼絲制品中占有較大比重。
起源、發展和現狀在鋼絲生產出現之前使用的是麻繩和鐵鏈,后來被由有機纖維與金屬鏈條搓成的抗拉強度低的繩索所代替。隨著金屬礦和煤炭開采及運輸業中升降與卷揚機械的發展,上述繩索已不能滿足要求,開始被金屬絲捻搓的鋼索所取代。1834年德國人奧爾勃特W.A.Albert)在礦山開采的提升設備上使用手工捻制的鋼絲繩。從此,鋼絲繩的生產及應用得到迅速發展。最初的鋼絲繩為三股,每股僅有4根鋼絲,形狀和麻繩相似。在1870年以前制繩用的是抗拉強度較低的低碳鋼絲。隨著生產的發展,鋼絲繩逐漸采用含碳量較高的鋼絲制造。以后,鋼絲生產中發明了索氏體化處理工藝,能獲得彌散度很高的均勻索氏體組織,不僅能恢復拉拔后鋼絲的塑性,且使制繩鋼絲具有高的抗拉強度和韌性,使高強度鋼絲繩出現。由于使用要求的不斷提高,供起重、電鏟、立井等重要用途的鋼絲繩已采用抗拉強度較高(例如2000MPa)的鋼絲制造。某些特殊工業部門所使用的鋼絲繩甚至用抗拉強度達2900~3000MPa的鋼絲捻制。在鋼絲繩結構方面,逐漸由粗絲且絲數不多、繩股較少的鋼繩結構發展為細絲、絲數較多、多股鋼絲繩,如由點接觸鋼絲繩發展成線接觸鋼絲繩、面接觸鋼絲繩;由普通圓股鋼絲繩發展成異形股鋼絲繩、密封鋼絲繩、多層股鋼絲繩等等。隨著鋼絲繩結構的改進和發展,捻股和合繩生產技術相應獲得發展,相繼也出現了不旋轉鋼絲繩和不松散鋼絲繩等等。
巨型和微型鋼絲繩也有了發展,已能生產直徑為305mm的鋼絲繩,其連續長度折合重量達200t,破斷拉力可達64kN。最細的微細鋼絲繩中絲徑可小至0.02mm,在特殊捻繩機上捻制,主要用在儀表、醫療器械、電子通訊設備、打印機、機器人和機械手的部件,如直徑0.14mm、結構7%26times;7的鋼絲繩,每米重量僅0.087g,破斷拉力僅12N。將巨型鋼絲繩與最細的微細鋼絲繩比較,前者單重為后者單重的450萬倍,而破斷拉力約為530萬倍。這是冶金產品中最獨特的現象。
19世紀40年代第一批鋼絲繩生產設備問世,至19世紀70年代基本結束了手工制造鋼絲繩的歷史。經研制改進和不斷發展,鋼絲繩捻制設備有筐籃式、雪茄式、跳繩式、雙捻式、四捻式等捻股、合繩機。捻股機和合繩機的主要發展方向是高效化。目前值得注意的新技術及裝備有:(1)捻制設備前后增設繩股預變形器和后變形器(見變形器);(2)采用自動打軸和裝軸設施;(3)采用空氣膜軸承;(4)采用無軸工字輪,氣動拴針固定軸心;(5)采用液壓聯軸器等柔性節連接;(6)采用%26ldquo;跳繩式%26rdquo;捻股機(見捻股機),取消筒體,提高轉速達2000~9000r/m;(7)采用體外穿線;(8)降低工字輪出線角度,降低鋼絲引進時的阻力(9)設備上裝有斷線和工字輪內線走完后的自動停車裝置;(10)采用無級調速;(11)從鋼絲繩結構設計到捻股、合繩生產實現計算機離線模擬及在線管理和控制技術等。
中國在20世紀30年代建立起近代鋼絲工業,但是,長期以來鋼絲繩產量卻很少。1949年前后只有少數幾家鋼絲繩廠。中華人民共和國建立后中國鋼絲繩生產才有了很大的發展。到90年代,中國鋼絲繩產品不僅從數量上基本做到自給,品種結構也從原來10多個發展到上百個品種,近干個規格。迄今已有不少品種在提升噸位或使用壽命方面具備國際同類產品的質量水平,有些產品已進入國際市場,且不斷擴大。
結構鋼絲繩是由鋼絲圍繞股芯呈螺旋狀排列捻制成繩股(見捻股),再由繩股圍繞繩芯呈螺旋狀排列捻制而成的(見合繩)。鋼絲繩的組成包括鋼絲、股芯、繩股和繩芯(圖1)。

(1)鋼絲。根據鋼絲繩的結構,選用符合要求的制繩專用鋼絲。制繩用鋼絲除圓形外還有異形鋼絲(軌形、梯形、三角形、z形);制繩鋼絲常按公稱抗拉強度(一般在1.400~1900MPa之間)分成若干等級。
(2)繩股。用制繩鋼絲捻制而成,由外層鋼絲和中心股芯構成,是鋼絲繩的基本元件。
(3)繩芯和股芯。位于鋼絲繩或繩股中心,起支撐和緩沖作用。有纖維芯和金屬芯。纖維芯由優質天然或合成纖維充當。金屬芯由鋼絲或專門捻制的鋼絲繩充當。
分類鋼絲繩按斷面形狀有圓形鋼絲繩、方形鋼絲繩(編織鋼絲繩)和扁鋼絲繩。應用最廣泛的是圓形鋼絲繩。
鋼絲繩按基本結構分,有單捻,雙捻和三捻鋼絲繩(圖2)。
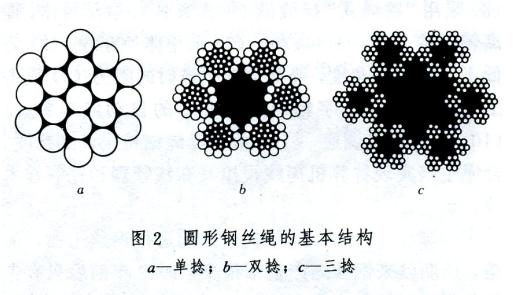
單捻鋼絲繩是只有一股的鋼絲繩,也叫單股鋼絲繩,有普通單股鋼絲繩、半密封鋼絲繩和密封鋼絲繩。它們是以圓形鋼絲為中心,周圍螺旋狀纏繞著一層或多層圓鋼絲或外層由異形鋼絲捻制而成的鋼絲繩。雙捻鋼絲繩是由一層或多層股繞著一根繩芯呈螺旋狀捻制而成的單層多股或多層股鋼絲繩。以雙捻鋼絲繩為股再行捻制的鋼絲繩稱為三捻鋼絲繩,也叫鋼纜。
按繩股斷面形狀分有圓形股和異形股鋼絲繩。各層制繩鋼絲按同心圓捻制的、繩股斷面為圓形的是圓股鋼絲繩,它可用等徑或不等徑的圓形鋼絲或異形鋼絲制成。繩股斷面不呈圓形的鋼絲繩為異形股鋼絲繩,常見有三角股、橢圓股、扁股和扇形股等。
鋼絲繩按股內各層鋼絲接觸狀態分,有點接觸鋼絲繩、線接觸鋼絲繩、面接觸鋼絲繩。線接觸鋼絲繩的性能優于點接觸鋼絲繩,而面接觸鋼絲繩性能又優于線接觸鋼絲繩。
鋼絲繩按繩股數分,有單股、3股、4股、6股、8股、18股及34股等鋼絲繩。其中3股、4股、6股、8股鋼絲繩由一層繩股組成;后兩種分別由二層或三層繩股捻成,稱多(層)股鋼絲繩。多股鋼絲繩使用時具有較好的不旋轉性能,屬于不旋轉鋼絲繩,也叫微旋轉鋼絲繩。
鋼絲繩按鋼絲表面分,有光面鋼絲繩和鍍層鋼絲繩。鋼絲鍍層在一般鋼絲繩中最廣泛應用的是鍍鋅(見鍍鋅鋼絲繩)。根據不同用途還有鍍銅、鍍鋁、涂塑(見涂塑鋼絲繩)等。
鋼絲繩按直徑分,有細直徑鋼絲繩,指直徑小于8.0mm的鋼絲繩;粗直徑鋼絲繩,指直徑大于60.0mm的鋼絲繩;普通直徑鋼絲繩,指直徑8.0~60.0mm的鋼絲繩。
鋼絲繩按用途分,有一般用途鋼絲繩,即機械、建筑、林業、礦山、鉆井用圓股鋼絲繩,有特殊用途鋼絲繩,其中包括電梯鋼絲繩、航空鋼絲繩、架空索道及纜車用鋼絲繩、起重用鋼絲繩、漁業用鋼絲繩、預應力混凝土鋼絞線(見鋼絞線)、橡膠制品中輪胎鋼絲簾線、膠帶鋼絲繩;海洋捕撈業中,將一般鍍鋅鋼絲繩外面再包上白棕或合成纖維的包棕鋼絲繩(亦稱白棕夾鋼絲、夾棕繩);深海探測用鍍鋅階梯式鋼絲繩;水下切割用空心道管鋼絲繩;鋸石用鋼絲繩;以及性能特別柔軟、操作方便,具有良好緩沖性能的系船用彈性鋼絲繩;在精密儀器、儀表及醫療器材中牽引傳動用不銹鋼絲繩和微型儀表用鋼絲繩等等。
鋼絲繩按使用特性分,有支持、承載、牽引、系扎、提升用鋼絲繩。
特點(1)抗拉強度高,能承受較大的、振動的載荷;(2)能在高速運動條件下工作,運轉穩定;(3)自重較輕,便于使用及運輸;(4)較柔軟,可撓性好,能適應捆扎、卷揚、纏繞、拉曳等多方面工作;(5)耐磨性、耐蝕性能及安全性能較好。迄今為止沒有其他更理想的機件可取代鋼絲繩。
備注:如果您覺得“鋼絲繩”資料對您有所幫助,您可以與您朋友分享一下!
