
鐵礦石經過煉鐵高爐冶煉變成鐵水,鐵水經煉鋼轉爐(或電爐)冶煉變成鋼水,再經過澆注、軋制兩道工序就成材了,心情有點激動?
模鑄和連鑄是將合格的鋼水變成鋼半成品的必要工序,也是鋼由液態變成固態的必經橋梁。
模鑄(傳統式澆鋼)
模鑄,是指將合格的鋼液澆注到鋼錠模內使之凝固,形成表面良好、內部純凈、均勻、致密的鋼錠。棒材和型材的鋼錠一般為正方形斷面(稱為方錠);板材的鋼錠一般為長方形斷面(稱為扁錠);鍛壓使用的鋼錠一般為方形、圓形和多角形。
模鑄分上注、下注(包括浸入式水口)二種澆注方式。近年來,模鑄作為澆鋼的一種方式,所占比例只約5%的水平,并且還有下降的趨勢,而對于小批量、大厚度、高強度、高合金鋼的鋼材,模鑄鋼錠特色非常明顯。

連鑄
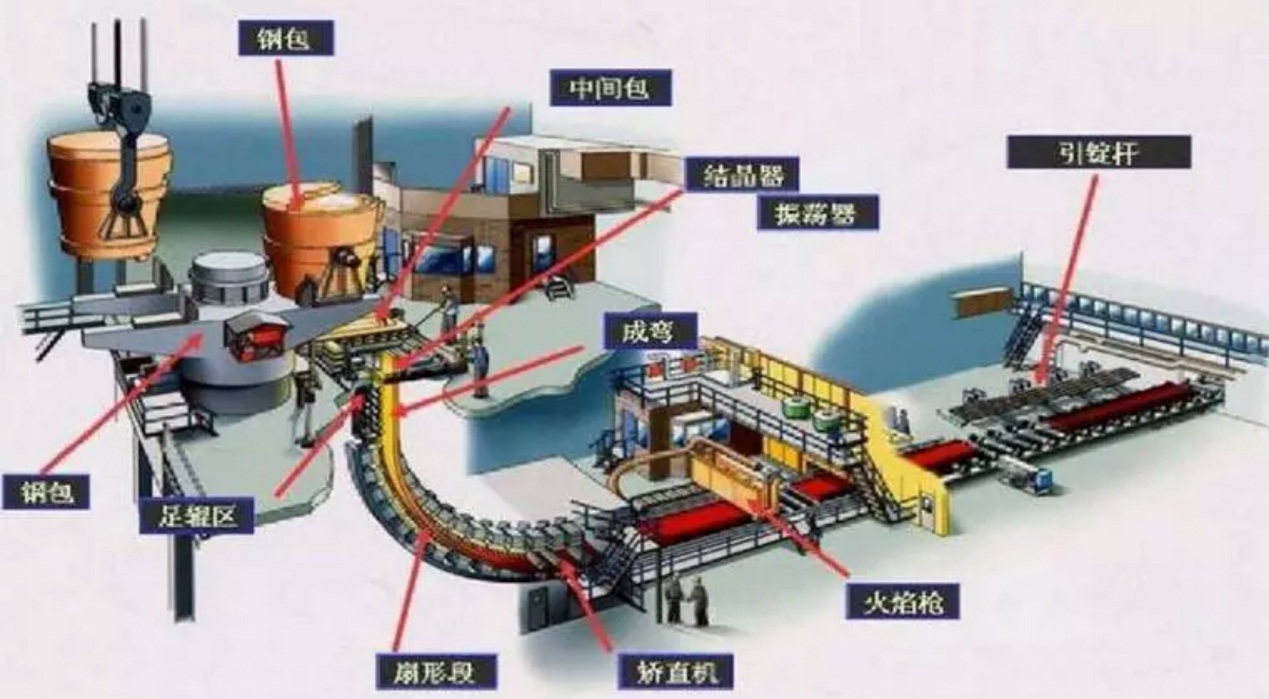
連鑄:連續鑄鋼(英文Continuous Steel Casting)的簡稱,可實現不間斷連續生產。與模鑄相比,連鑄技術具有提高金屬收得率、改善勞動環境、自動化程度高、鑄坯質量好等顯著優勢,現目前大多數鋼廠都采用連鑄澆注,可生產方坯、圓坯、板坯等。
 初軋
初軋
多數情況下稱為粗軋,從字面上解釋,就對鑄坯進行初步的精度稍差的粗略軋制,為后續工序提供合適的軋件,在現代投產的生產線中,做為熱軋開坯工序,軋機也稱為開坯機,不同的產品和工藝布置不同,初軋的軋機數和布置方式也有所不同。
現在多數的熱軋板、棒、線、型、圓鋼產品生產線都有初軋工序,除了部分技術較為先進的連鑄連軋以外,都配有初軋機。

對于模鑄鋼錠而言,初軋(及鍛造)是成材的必經之路。初軋的鋼錠或方坯應先在加熱爐內加熱,模鑄鋼錠通常采用熱裝爐,也有根據工藝或生產要求采用冷裝。
 連軋
連軋
連軋是指多個軋機連續布置在同一條線上,并且軋件同時穿過這幾個軋機的生產工藝,一般用于精軋階段。
連軋分為半連續軋制和全連續軋制,半連續軋制一般在初軋之后,多數熱軋產品采用初軋加半連續精軋的工藝布置模式。
全連續軋制多用于板帶軋制,前面沒有初軋工藝,軋件同時穿過整個生產線的所有軋機,常見于冷軋產品和部分熱軋產品生產線。
 連鑄連軋
連鑄連軋
連鑄連軋工藝已在板材、帶材、棒線材等軋制中均有應用,其中CSP是薄板坯連鑄連軋技術是當今冶金界的一項前沿技術,具有流程緊湊、能耗低等優勢,可生產硅鋼、優碳鋼、耐候結構鋼、汽車結構鋼和集裝箱鋼等"雙高"產品。
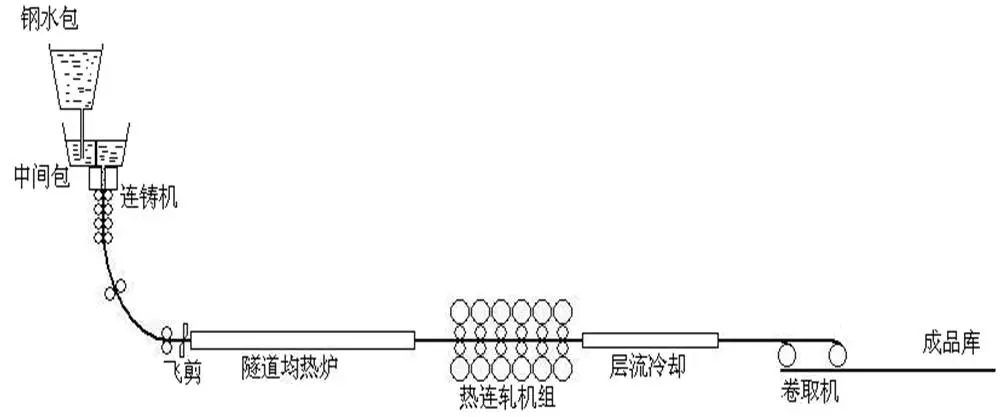

注:從左至右分別為:連鑄機、均熱爐、熱連軋機組、層流冷卻。
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)