
薄壁深腔零件鋁合金熱處理劇烈冷卻的過程極易產(chǎn)生嚴(yán)重的開裂與變形,是熱處理工作者面臨的棘手難題。PAG(聚烷撐二醇,Polyalkylene glycols,一種環(huán)氧乙烷和環(huán)氧丙烷的共聚物)水溶性淬火介質(zhì)是提高零件加工精度和使用可靠性的一種全新熱處理方法。2A12鋁合金薄壁深腔類零件采用水介質(zhì)進(jìn)行固溶時(shí)效處理后殘余應(yīng)力過大,易造成零件畸變開裂的問題一直是制約生產(chǎn)加工的“瓶頸”,通過對(duì)薄壁深腔零件鋁合金采用PAG淬火介質(zhì)進(jìn)行固溶處理后,有效地降低了殘余應(yīng)力,即避免了固溶后出現(xiàn)的開裂傾向,又能保證硬度等技術(shù)要求,使產(chǎn)品合格率為100%,延長了精密零件的使用壽命。
1.技術(shù)要求
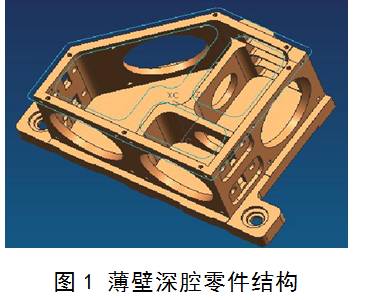
薄壁深腔零件結(jié)構(gòu)如圖1所示,原材料為 2A12H112,最終的使用狀態(tài)為2A12T4。
從性能看, 2A12H112合金薄壁深腔零部件采用PAG淬火介質(zhì)固溶后對(duì)零件殘余應(yīng)力、顯微組織、常規(guī)力學(xué)性能、尺寸穩(wěn)定性的影響較小,提高了零部件的尺寸加工穩(wěn)定性,滿足設(shè)計(jì)性能要求。
2.原熱處理工藝
采用了兩種工藝方法均未達(dá)到技術(shù)要求。
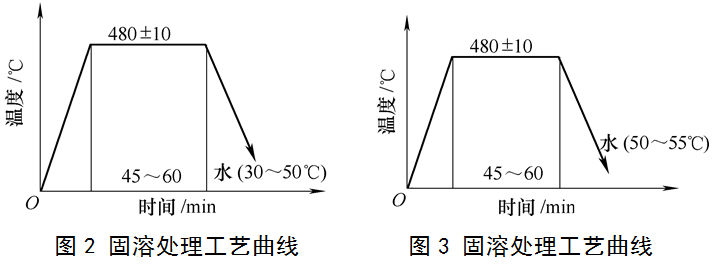
第一種采用常規(guī)水淬方法,工藝曲線如圖2所示(水溫一般調(diào)節(jié)至30~50℃)。
第二種采用調(diào)節(jié)水溫淬火工藝方法,工藝曲線如圖3所示(水溫一般調(diào)節(jié)至50~55℃)。
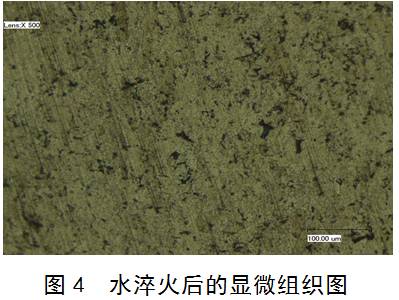
從顯微組織結(jié)果看,如圖4所示。水淬后,薄壁深腔零部件的金相組織為基底的α相與以彌散狀態(tài)析出的強(qiáng)化相S’相。
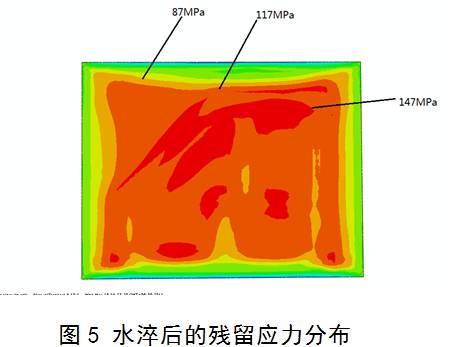
從殘留應(yīng)力有限元分析結(jié)果看,如圖5所示。水淬后,薄壁深腔零部件大部分區(qū)域的殘留應(yīng)力值都在100MPa以上,根部的區(qū)域甚至達(dá)到147MPa,單向應(yīng)力達(dá)到該值對(duì)于2A12鋁合金來說是比較危險(xiǎn)的。
從常規(guī)力學(xué)性能結(jié)果看,如表1所示。水淬后,薄壁深腔零部件的屈服強(qiáng)度、抗拉強(qiáng)度及硬度均可滿足GB/T3191-1998要求的不小于255MPa和420MPa及GJB1694-93要求的不小于68HRB的要求。
表1 水淬后薄壁深腔零部件的屈服、抗拉強(qiáng)度和硬度測(cè)量結(jié)果
介質(zhì) | 屈服強(qiáng)度/MPa | 抗拉強(qiáng)度/MPa | 硬度HRB |
水淬后 | 260.3 | 520.3 | 77 |
從尺寸變形量上看,如表2所示。水淬后,薄壁深腔零部件垂直變形量≥0.10mm。
表2 水淬后薄壁深腔零部件的尺寸變形量測(cè)量結(jié)果
內(nèi)容 | 技術(shù)要求/mm | 水淬后(機(jī)械加工)/mm |
垂直變形量 | φ0.02 | φ0.12 |
3.原因分析及改進(jìn)措施
(1)原因分析
針對(duì)上述檢測(cè)結(jié)果,通過熱處理原理和實(shí)踐經(jīng)驗(yàn)分析原因如下:
①常規(guī)水淬方法(水溫一般調(diào)節(jié)至30~50℃),易出現(xiàn)淬火畸變、開裂現(xiàn)象,是因?yàn)樗拇慊鹄鋮s特性與水溫有關(guān),冷卻速度隨水溫的升高而降低。常溫下的水,冷卻能力大,冷卻太快,最大冷卻速度可達(dá)750℃/s以上。使其在淬火時(shí),薄壁深腔零部件內(nèi)部產(chǎn)生了巨大殘余拉應(yīng)力。
②調(diào)節(jié)水溫淬火工藝方法(水溫一般調(diào)節(jié)至50~55℃)易出現(xiàn)淬火畸變、開裂現(xiàn)象是雖然采用調(diào)節(jié)水溫的辦法對(duì)薄壁深腔零部件獲得了一定的淬火冷卻速度,但依然會(huì)在淬火時(shí)出現(xiàn)表面壓應(yīng)力、內(nèi)部拉應(yīng)力不一致導(dǎo)致畸變和裂紋。如繼續(xù)提高水溫雖然可以降低應(yīng)力,減小畸變和裂紋,但水溫過高,會(huì)導(dǎo)致零件淬火后硬度達(dá)不到要求,影響工件的使用性能。
(2)改進(jìn)措施
通過對(duì)上述分析可知,水作為鋁合金最常用的淬火冷卻介質(zhì)由于冷卻能力大,冷卻太快,人為無法控制介質(zhì)的冷卻速度,解決不了鋁合金淬火應(yīng)力大、出現(xiàn)畸變和裂紋的問題。因此,對(duì)鋁合金淬火件采用新的淬火冷卻介質(zhì)降低淬火后的殘留應(yīng)力,是可以避免淬火畸變與裂紋的。降低冷卻速度、減小了淬火時(shí)表面壓應(yīng)力、內(nèi)部拉應(yīng)力不一致性而產(chǎn)生的淬火綜合應(yīng)力,以期滿足工件最佳尺寸加工穩(wěn)定性和使用性能。
通過工藝實(shí)驗(yàn),發(fā)現(xiàn)用了PAG水溶性淬火冷卻介質(zhì)代替水介質(zhì)后,工件淬火后硬度高而均勻,且淬火變形小,還可以有效防止淬火開裂現(xiàn)象。
由于PAG淬火冷卻介質(zhì)有逆溶性,即室溫時(shí)溶于水,但溫度升高時(shí),PAG從水中析出。這種現(xiàn)象提供了淬火時(shí)的冷卻機(jī)制,即熱金屬淬火時(shí)在金屬表面覆蓋著一層聚合物膜,控制了熱量被吸收到周圍水溶液中的速率。因此,可獲得介于水和油之間的冷卻能力。
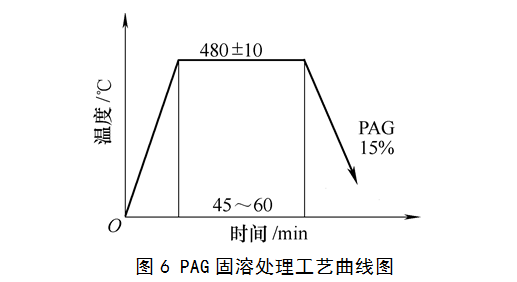
綜合生產(chǎn)實(shí)際,薄壁深腔零部件采用PAG作為淬火冷卻介質(zhì)進(jìn)行固溶處理工藝方法,工藝曲線圖6所示。
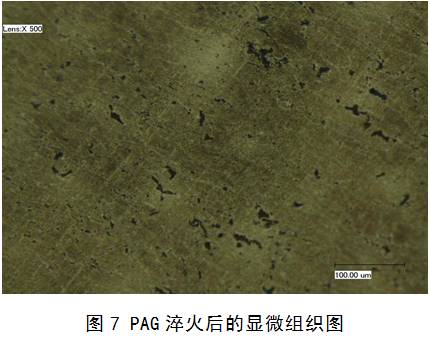
從顯微組織結(jié)果看,如圖7所示。PAG淬火后與水淬火后的顯微組織基本相同,薄壁深腔零部件的金相組織仍為基底的α相與以彌散狀態(tài)析出的強(qiáng)化相S’相。
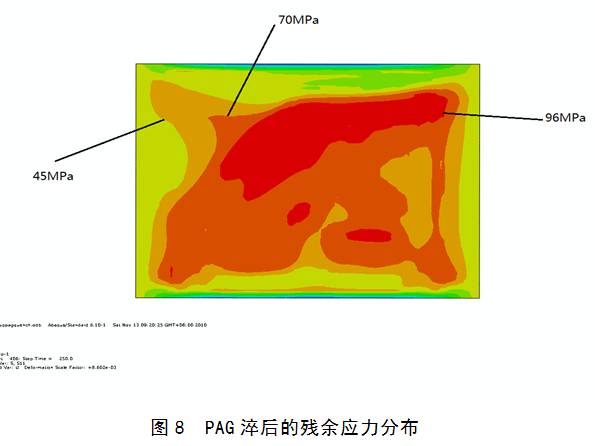
從殘留應(yīng)力有限元分析結(jié)果看,如圖8所示。PAG淬火后,薄壁深腔零部件大部分區(qū)域殘留應(yīng)力值在70MPa以下,只有少數(shù)區(qū)域的殘留應(yīng)力值在70~96MPa之間。因此,可以更有效地控制淬火殘留應(yīng)力。
從常規(guī)力學(xué)性能結(jié)果看,如表3所示。PAG淬后,薄壁深腔零部件的屈服強(qiáng)度、抗拉強(qiáng)度及硬度可以保證工件的強(qiáng)度。遠(yuǎn)遠(yuǎn)滿足GB/T3191-1998要求的不小于255MPa和420MPa及GJB1694-93要求的不小于HRB68的要求。
表3 PAG淬后薄壁深腔零部件的屈服、抗拉強(qiáng)度和硬度測(cè)量結(jié)果
介質(zhì) | 屈服強(qiáng)度/MPa | 抗拉強(qiáng)度/MPa | 硬度HRB |
PAG淬后 | 257.6 | 534.7 | 77 |
從尺寸變形量上看,如表4所示。PAG淬后,薄壁深腔零部件垂直變形量≤0.02mm。
表4 PAG淬后薄壁深腔零部件的尺寸變形量測(cè)量結(jié)果
內(nèi)容 | 技術(shù)要求/mm | 水淬后(機(jī)械加工)/mm |
垂直變形量 | φ0.02 | φ0.010 |
4.結(jié)語
薄壁深腔零部件采用PAG介質(zhì)固溶處理后的殘留應(yīng)力較小,殘留應(yīng)力值為1~4kg/mm2;經(jīng)PAG介質(zhì)固溶處理后的尺寸變形量較水介質(zhì)減小;采用PAG介質(zhì)固溶處理方法可以使表面與心部的降溫速度一同變慢,減小了溫度梯度,從而減小了殘余應(yīng)力值。
綜上所述,針對(duì)薄壁深腔零部件選用PAG介質(zhì)進(jìn)行淬火,可以控制殘留應(yīng)力,提高尺寸加工穩(wěn)定性,滿足設(shè)計(jì)性能要求。
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.youwin2019.com/Steel-Knowledge/Residual-stresses-in-the-thin-wall-deep-cavity-parts.html
|