
柔性裝夾零件的變形及扭曲是熱處理中的一個(gè)棘手難題,尤其是超薄懸吊式零件在時(shí)效后發(fā)生變形、扭曲的概率很大,嚴(yán)重影響了零件成形后的合格率。通過(guò)采用控制措施,零件的加工合格率由不足50%提高到98%以上,顯著提高了零件加工質(zhì)量的穩(wěn)定性。目前該方法已應(yīng)用到各型號(hào)星船機(jī)箱線路盒類似零件的加工生產(chǎn)中,有效解決了這些零件的加工瓶頸問(wèn)題,實(shí)現(xiàn)了批量生產(chǎn)。
零件簡(jiǎn)介
圖1為一種厚度為0.2mm的鈹青銅(QBe2)超薄懸吊式零件,它是線路盒產(chǎn)品中的關(guān)鍵零件。該零件壁厚很薄,中部呈現(xiàn)下凹懸吊狀,成形時(shí)有多處直角彎,時(shí)效處理時(shí)變形與扭曲極難控制,而變形量一旦超出設(shè)計(jì)要求,將直接導(dǎo)致零件報(bào)廢。在產(chǎn)品試制生產(chǎn)中,零件時(shí)效處理后變形很大,尤其是中間懸吊下凹處尺寸R19mm與兩端底角的圓弧尺寸R0.4mm變形嚴(yán)重,合格率不足50%。因此,控制時(shí)效畸變,提高合格率是實(shí)現(xiàn)該零件批量生產(chǎn)的關(guān)鍵問(wèn)題之一。
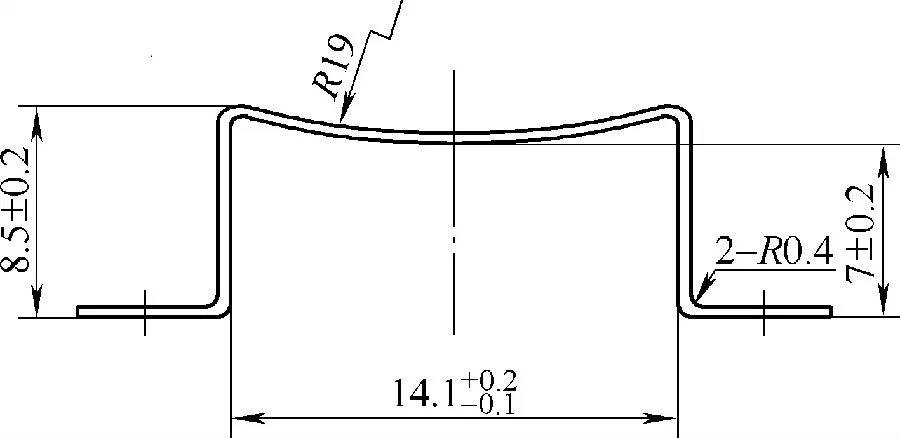
圖1 零件結(jié)構(gòu)示意
加工技術(shù)難點(diǎn)
(1)中間下凹懸吊處的尺寸R19mm要求嚴(yán)格,最大誤差不得超過(guò)0.15mm。由于中間下凹懸吊處的尺寸為R19mm,一般裝夾不易控制變形,需采用上模、下模疊壓式裝夾才可以保證尺寸精度要求。
(2)兩端底角的過(guò)渡圓弧R0.4mm需精確控制。兩端底角的過(guò)渡圓弧的尺寸為R0.4mm,由于它是在淬火軟態(tài)下成形,加工殘留應(yīng)力較大。如果工裝夾具的過(guò)渡圓弧尺寸不合理,極易引起零件的過(guò)渡圓弧R0.4mm受力不均勻而產(chǎn)生變形。因此,工裝設(shè)計(jì)制作時(shí)要充分考慮過(guò)渡圓弧R0.4mm的精確控制。
(3)零件左右兩側(cè)底面的平齊程度需嚴(yán)格控制。兩側(cè)底面的平齊程度若控制不當(dāng),易形成內(nèi)縮狀或喇叭口狀,這需要由上模、下模上相應(yīng)位置的平齊程度來(lái)保證。
(4)時(shí)效溫度需嚴(yán)格控制。鈹青銅材料達(dá)到峰值時(shí)效,才能使零件具有最佳的綜合力學(xué)性能和較小的變形量。溫度偏低易出現(xiàn)欠時(shí)效,反之溫度偏高易出現(xiàn)過(guò)時(shí)效,這對(duì)零件力學(xué)性能及變形控制來(lái)說(shuō)均是極為不利的,因此需要準(zhǔn)確控制時(shí)效溫度。
原時(shí)效處理方法
時(shí)效處理采用RJ2-36-6節(jié)能型井式回火爐,熱處理曲線如圖2所示。時(shí)效處理時(shí)使用的工裝為厚度1.5mm、尺寸3000mm×2000mm×150mm的長(zhǎng)方形不銹鋼盒,零件整齊排列在盒底,扣上盒蓋進(jìn)行時(shí)效處理。

圖2 時(shí)效處理曲線圖
畸變?cè)蚍治?/span>
(1)時(shí)效溫度偏高
鈹青銅的時(shí)效處理溫度與合金成分、雜質(zhì)含量、晶粒大小及冷變形量等因素有關(guān),時(shí)效處理時(shí)有較高的晶界反應(yīng)敏感性,易出現(xiàn)不連續(xù)析出物,而欠時(shí)效或過(guò)時(shí)效軟化易導(dǎo)致彈性性能不穩(wěn)定、一致性差等缺陷,因此時(shí)效溫度范圍較窄,控制難度較大。在原時(shí)效處理方法中,處理溫度為320℃±10℃,易導(dǎo)致以下問(wèn)題:第一,溫度偏高造成晶界反應(yīng)量偏大,零件變形扭曲程度較大;第二,停爐后冷卻過(guò)程中易出現(xiàn)較大溫差,產(chǎn)生較大熱應(yīng)力,導(dǎo)致零件在疊加應(yīng)力作用下產(chǎn)生嚴(yán)重畸變而報(bào)廢。
(2)時(shí)效處理工裝不合理
時(shí)效處理時(shí),由于零件是整齊排列在不銹鋼盒中進(jìn)行加熱,自身處于自由狀態(tài),而材料的剪切方向與原材料軋制方向不一定一致,成形后內(nèi)部存在組織應(yīng)力、剪切應(yīng)力與彎曲應(yīng)力等多種應(yīng)力。同時(shí)零件冷卻速度較快且不均勻,易形成較大的熱應(yīng)力,與之前加工后材料內(nèi)部應(yīng)力疊加,導(dǎo)致中間懸吊下凹處尺寸R19mm向外翻邊卷曲,零件兩端底角的過(guò)渡圓弧尺寸R0.4mm與垂直面形成了“S”形扭曲,無(wú)法校正。
解決措施
(1)適當(dāng)降低時(shí)效處理溫度,減少零件的時(shí)效畸變
鈹青銅屬于青銅類材料,按含鈹量分為QBe1.7、QBe1.99、QBe2、QBe2.15四種合金,此工件屬于硬態(tài),即CY狀態(tài)QBe2合金。據(jù)文獻(xiàn)資料介紹,時(shí)效溫度從290℃提高至350℃時(shí),晶界反應(yīng)量從小于2%(體積分?jǐn)?shù))增加到10%(體積分?jǐn)?shù))左右。時(shí)效溫度的高低,決定晶界反應(yīng)量的大小,溫度高晶界反應(yīng)量大,反之晶界反應(yīng)量小。理論上QBe2合金的時(shí)效最佳溫度范圍是310~330℃,但是為了使合金性能達(dá)到峰值狀態(tài)并減小變形,需保證晶界反應(yīng)量在2%~5%之間。按上述要求,通過(guò)工藝試驗(yàn)對(duì)原時(shí)效處理工藝進(jìn)行了優(yōu)化:采用低溫預(yù)熱處理+310℃保溫120min的時(shí)效方法,使其達(dá)到峰值時(shí)效,明顯減少了零件的變形和扭曲。
(2)改進(jìn)熱處理工裝,采用上模、下模疊壓式裝夾控制變形與扭曲現(xiàn)象
圖3為時(shí)效裝夾胎具,它由上模、下兩組合而成,材料為1Cr18Ni9Ti不銹鋼。其使用方法如下:首先將零件嵌入下模的凹槽中,零件的垂直面與凹槽的側(cè)壁貼合,零件中間懸吊下凹處的尺寸R19mm與凹槽底面的圓弧貼合。然后將上模疊壓到工件上,上模的凸臺(tái)側(cè)壁與零件的垂直面貼合,凸臺(tái)頂面的圓弧與零件中間懸吊下凹處貼合。此外,下模凹槽側(cè)壁與上模凸臺(tái)側(cè)壁的高度尺寸及其與兩側(cè)底面之間的過(guò)渡圓弧嚴(yán)格依據(jù)零件實(shí)際尺寸而定,以保證零件各部位均可被工裝疊壓固定。最后,使用鉛絲將上模、下模連同零件一起綁扎固定后再進(jìn)行時(shí)效處理,這樣可使零件中間下凹懸吊處、兩端底面及過(guò)渡圓弧的時(shí)效畸變得到有效控制。

(a)上模

(b)下模
圖3 改進(jìn)后的熱處理工裝
(3)控制時(shí)效處理冷卻速度,減少零件冷卻過(guò)程中的畸變
冷卻速度控制不當(dāng)易使零件中間懸吊下凹處與過(guò)渡圓弧變形扭曲呈喇叭口狀,對(duì)超薄懸吊式零件畸變影響極大。時(shí)效后冷卻過(guò)程的主要方式是快冷與緩冷。快冷時(shí)零件雖然處于受控狀態(tài)但應(yīng)力釋放不均勻,且得不到有效矯正,變形程度較大。而緩冷可以有效減小熱應(yīng)力,并控制其他應(yīng)力緩慢釋放,使其在受控狀態(tài)下達(dá)到邊釋放邊糾正的效果。試驗(yàn)結(jié)果也表明:采用階梯式緩冷方式,即上模冷速<下模冷速<零件冷速,可以徹底解決了翹曲和扭曲畸變。
作者:許東
單位:北京控制工程研究所
來(lái)源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.youwin2019.com/Steel-Knowledge/Control-of-aging-distortion-precision-parts.html
|