
我公司主要生產(chǎn)自動變速箱和動力傳動系統(tǒng)零部件,多款變速器產(chǎn)品均采用了行星傳動機構(gòu),大部分的行星軸均要求使用優(yōu)質(zhì)滲碳鋼進行滲碳淬火處理,而有一款變速器的行星軸不僅材料要求特殊且熱處理標準也是專門的標準,因為保密的原因,原設(shè)計方不愿提供熱處理標準,并且要求從他們的工廠購買。
為了降低成本并實現(xiàn)國產(chǎn)化,我們對標OEM零件的檢測結(jié)果并進行了多輪次的試驗改進,終于能達到和OEM零件各方面均一致的熱處理結(jié)果,通過了嚴格的臺架試驗,已進入穩(wěn)定量產(chǎn)階段。
1.行星軸特殊材料及特殊的熱處理結(jié)果
(1)產(chǎn)品材料為原公司特制的材料,要求較高的純凈度和淬透性,要求晶粒度≥5級,夾雜物要求如表1所示,DI值(按化學成分計算)應(yīng)為77.5~100.3mm,端淬試驗要求如表2所示,殘余元素要求:最大鈣殘留20ppm(1ppm=10-6,下同)、最大氧含量12ppm。
表1 夾雜物要求
類別 | A | B | C | D | ||||
細系 | 粗系 | 細系 | 粗系 | 細系 | 粗系 | 細系 | 粗系 | |
最大值/級 | 2.5 | 1.5 | 1.5 | 0.5 | 0 | 0 | 0.5 | 0.5 |
表2 端淬試驗要求
端淬試驗測量距離/mm | 1.5 | 7 | 15 | |
硬度值HRC | 最大 | 48 | — | 36 |
最小 | 43 | 39 | — | |
(2)產(chǎn)品圖樣僅有硬度和硬化層深要求(表面硬度≥60HRC,硬化層深2.2~2.8mm),圖樣標注的特殊熱處理標準無法得到,我們對2批次的OEM分別進行了抽檢,檢測結(jié)果如表3所示。
表3 檢測結(jié)果

對比圖樣要求、檢測結(jié)果和常見的滲碳淬火規(guī)范可發(fā)現(xiàn),處理表面硬度和硬化層深要求較高之外,此零件在表面和次表面存在均勻的彌散分布的碳化物(見圖1),其余基本一致。
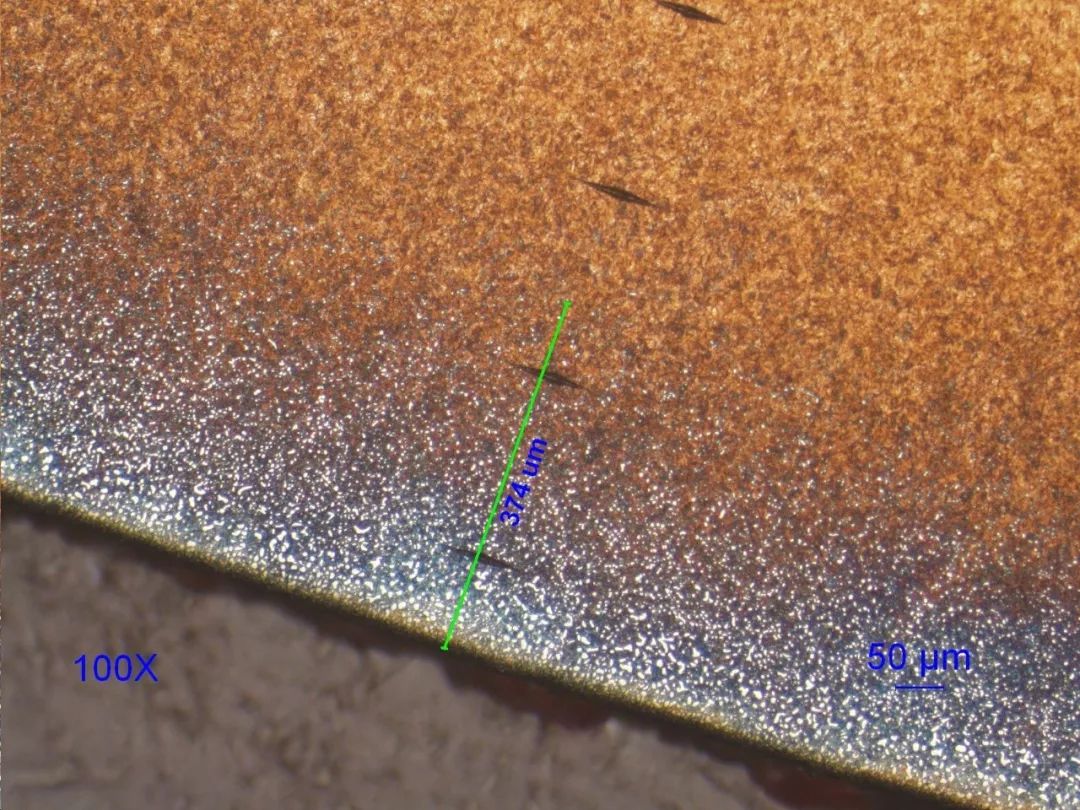
圖1 表面均勻分布彌散碳化物
2.材料選擇
根據(jù)圖樣的材料特殊要求,一般的滲碳鋼同時難以滿足要求,特選取了我公司常用的與要求比較接近的材料A。
材料A晶粒度為7級,鈣殘留8ppm,氧含量9.2ppm,DI實測值為68.8mm。夾雜物如表4所示,端淬試驗如表5所示。
表4 夾雜物
類別 | A | B | C | D | ||||
細系 | 粗系 | 細系 | 粗系 | 細系 | 粗系 | 細系 | 粗系 | |
最大值/級 | 1.5 | 0 | 0.5 | 0 | 0 | 0 | 0.5 | 0 |
表5 端淬試驗
端淬試驗測量距離/mm | 1.5 | 7 | 15 | |
硬度值HRC | 最大 | 48 | — | 36 |
最小 | 43 | 39 | — | |
材料實測值 | 43.2~44 | 36~38.5 | 未測 | |
從以上數(shù)據(jù)可得,除DI值和7mm處的端淬硬度值低于圖樣材料要求外,其他全部符合。
3.試驗研究與對比改進
相對于常見的滲碳淬火零件,此零件有兩方面需要重點設(shè)計試驗并進行改進,一是深層滲碳,二是表層及次表層需獲得均勻一致的彌散碳化物分布。碳化物的大小和形狀對鋼的抗疲勞性能有顯著影響,文獻[2]介紹,粗大及網(wǎng)狀碳化物會降低碳化物晶界產(chǎn)生解理裂紋所需的臨界切應(yīng)力。大塊角狀、仿晶界型碳化物嚴重降低深層滲碳工件的疲勞壽命,圓球形、分布均勻的碳化物形態(tài)反而能提高疲勞極限,越細化、越均勻的碳化物分布越好。而碳化物形態(tài)的控制主要是滲碳溫度、時間、碳勢和合金元素綜合作用的結(jié)果,通常滲碳溫度高時,間隙原子與置換型原子均可進行長程擴散,擴散結(jié)果形成穩(wěn)定性碳化物,滲碳時高溫奧氏體中直接析出的碳化物一般是沿晶界形核,繼而不斷長大和聚集而成為具有特殊形態(tài)的碳化物。
眾所周知,在熱處理生產(chǎn)中,深層滲碳是一個耗時耗能的過程,隨著滲碳層深的增加,時間和成本均倍增,受設(shè)備、滲碳溫度和控制方法的局限,大幅度縮短工藝時間基本是不可能的。而碳化物因受到很多因素的影響,對于滲碳淬火的工藝來說極難控制,很易產(chǎn)生粗大的網(wǎng)狀碳化物等有害組織,故常見的滲碳淬火都要嚴格控制碳化物的產(chǎn)生。
根據(jù)以上理論和實踐經(jīng)驗,我們認為,常用的滲碳后直接淬火無法獲得所期望的碳化物形態(tài),故我們需要先對工件進行滲碳,然后進行低溫擴散,使得碳化物在擴散和冷卻過程中能沿晶界析出,而后對零件重新加熱到淬火溫度并進行長時間的保溫擴散,使得前面工步中析出的碳化物更加均勻,然后進行淬火硬化和回火。
以下所有試驗使用的設(shè)備均為愛協(xié)林箱式多用爐,型號VKEs5/2-90/85/150CN,爐溫均勻性可達到±5℃,碳勢均勻性可達到±0.05%,清洗和回火工序也在同條生產(chǎn)線上完成。
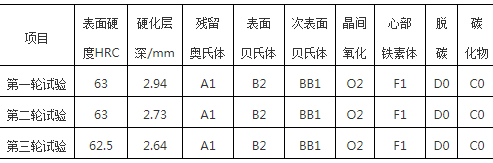
根據(jù)以上試驗設(shè)計,第一次的工藝曲線如圖2所示(第一輪試驗:強滲13h、擴散7h;第二輪試驗:強滲11h、擴散6h;第三輪試驗:強滲10h、擴散5.5h),檢測結(jié)果如表6所示。從結(jié)果看,硬化層深超出圖樣要求,深層表面并未獲得彌散碳化物。為獲得合適的硬化層深又分別進行了兩次試驗,除滲碳工藝的強滲和擴散時間縮短外,其他未變,可見隨著滲碳時間的縮短,硬化層深逐漸減少,但金相組織不變,均未獲得均勻的碳化物。
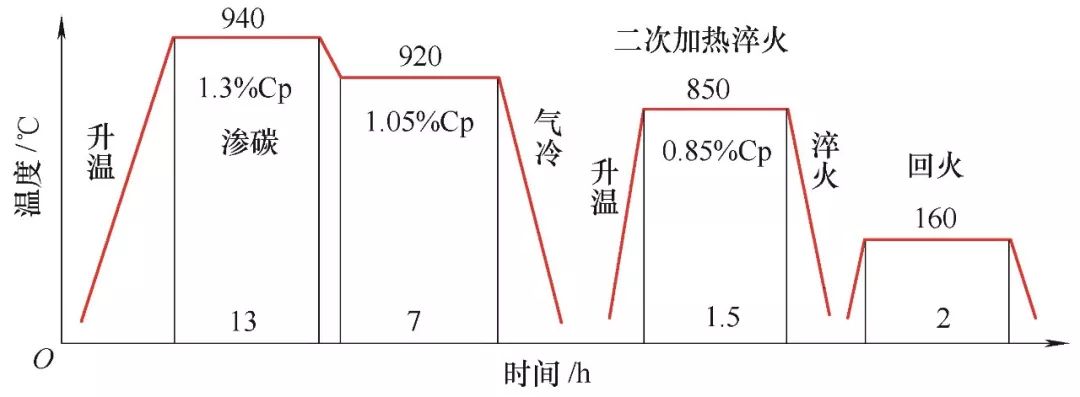
圖2 第一輪試驗工藝曲線
表6 第一輪~第三輪試驗檢測結(jié)果
從以上結(jié)論可知,滲碳的工藝參數(shù)更多的是決定滲層的深淺,如果想獲得期望的金相組織,需要在重新加熱淬火的參數(shù)上進行調(diào)整試驗。為此我們重新設(shè)計進行了4輪試驗,工藝參數(shù)(除“二次加熱淬火”參數(shù)不同外,其余4輪試驗全同。“二次加熱淬火”參數(shù):第四輪為830℃、1.2%Cp×75min;第五輪為830℃、1.2%Cp×150min;第六輪為830℃、1.2%Cp×300min;第七輪為830℃、1.2%Cp×360min),工藝曲線如圖3所示,檢測結(jié)果如表7所示,金相圖片如圖4所示,第七輪試驗的檢測結(jié)果基本和OEM 零件一致。
表7 第四輪~第七輪試驗檢測結(jié)果
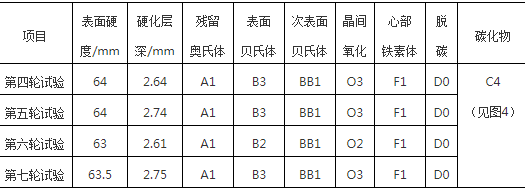
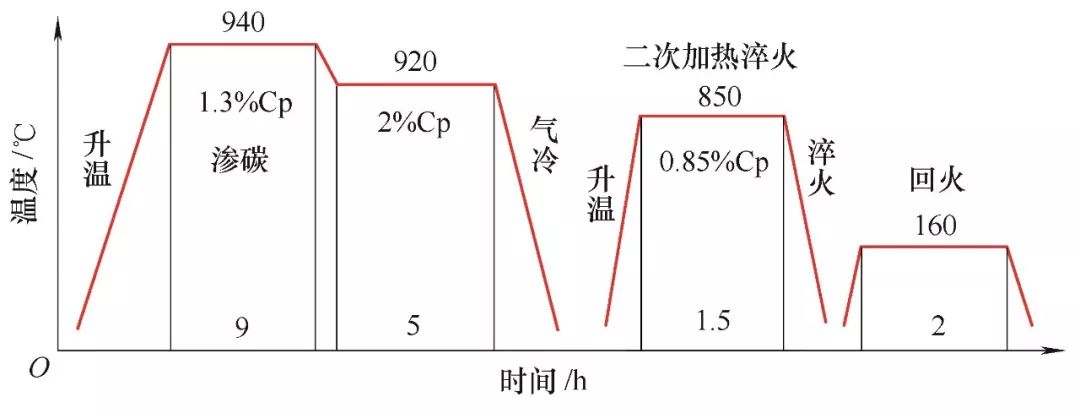
圖3 第四輪~第七輪試驗工藝曲線和參數(shù)

(a)第四輪試驗 (b)第五輪試驗

(c)第六輪試驗 (d)第七輪試驗
圖4 第四次~第七次試驗碳化物圖片
從以上試驗結(jié)果可得,在830℃重新加熱保溫淬火后,只需保溫75min即可在表層獲得C4級別(公司滲碳淬火標準)的碳化物,但深度較淺,平均值約65μm,且存在大量的網(wǎng)狀碳化物,此類組織對產(chǎn)品性能有較壞的影響。隨著保溫擴散時間增長,碳化物的擴散深度更深,保溫150min時平均深度可達160μm左右,保溫300min時平均深度可達260μm左右,且隨著時間增加,網(wǎng)狀碳化物逐漸減少,慢慢轉(zhuǎn)化為更加圓的碳化物,同時隨著時間的增加,從表面至1mm深度的滲層范圍內(nèi)有細小的球狀碳化物均勻析出。
4.臺架試驗
按照OEM和以上試驗成功的工藝進行了小批量的生產(chǎn)并進行裝配,然后裝變速箱進行臺架試驗驗證性能和壽命,圖5a為經(jīng)過一輪臺架試驗共300h的檢查照片,圖5b為經(jīng)過兩輪臺架試驗共600h的檢查照片,經(jīng)驗證,性能和壽命全部符合試驗標準。

(a) (b)
圖5 臺架試驗后的照片
5.結(jié)語
(1)深層滲碳并獲得表層均勻的彌散碳化物是可行的,但較常用的滲碳工藝更費時費力。
(2)滲碳過程中的參數(shù)主要影響硬化層深度方面的控制,而表層彌散碳化物的獲得則主要靠二次加熱淬火過程的控制。
(3)為獲得均勻的碳化物并且避免出現(xiàn)網(wǎng)狀碳化物等有害組織,需要較長的保溫時間。
作者:劉光宗
單位:西安雙特智能傳動有限公司

| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://m.youwin2019.com/Steel-Knowledge/1625473768.html
|