
在對(duì)鋁和鋁合金進(jìn)行熱處理時(shí),一定要了解面臨著什么樣的問題,以及為什么工藝波動(dòng)和設(shè)備偏差的控制至關(guān)重要。為了在這方面對(duì)熱處理人員提供幫助,筆者歸納了報(bào)告最多的工藝問題以及對(duì)如何解決的一些建議。讓我們更進(jìn)一步討論。
熱處理相關(guān)問題
對(duì)于鋁的熱處理,報(bào)告最多的問題包括:
? 部件擺放不當(dāng)——這會(huì)導(dǎo)致部件變形,很大一部分原因是淬火劑無法以足夠快的速度傳走熱量以獲得期望的機(jī)械性能。擺放不當(dāng)還可能引起熱變形(因?yàn)殇X的蠕變強(qiáng)度不夠大)。正確的擺放(圖1)能夠避免這些問題。
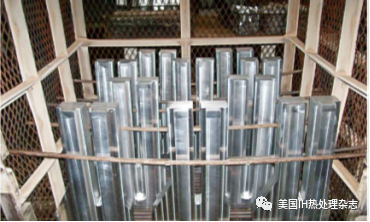
圖1. 正確的部件擺放
? 加熱/升溫過快——這會(huì)引起熱變形,應(yīng)當(dāng)防止出現(xiàn)。正確地?cái)[放部件有助于均勻地加熱。
? 殘余應(yīng)力水平高于預(yù)期——熱處理不僅改變機(jī)械性能,而且直接影響殘余應(yīng)力水平。以下是一些可能的原因:淬火時(shí)(包括鑄件凝固后冷卻時(shí))表面和內(nèi)部的冷卻速度相差較大;升溫速度不合適;中間步驟發(fā)生溫度變化;等等。殘余應(yīng)力同冷卻速度的(較大)差異、部件的截面厚度、截面尺寸的突然變化和材料的強(qiáng)度等因素有關(guān)。一定要記住,淬火引起的應(yīng)力遠(yuǎn)遠(yuǎn)大于其他工藝(包括鑄造)引起的應(yīng)力。
? 時(shí)間/溫度/淬火參數(shù)出現(xiàn)波動(dòng)——它們將導(dǎo)致不同部件之間和不同批次之間機(jī)械和/或物理性能的偏差。原因包括部件移送時(shí)間太長、淬火不當(dāng)(過慢)、加熱過度、加熱不足或沉淀硬化過程中時(shí)間-溫度參數(shù)發(fā)生改變。比如,在時(shí)間過長和溫度過高的情況下會(huì)析出較大的顆粒物(沉淀物)。
? 加熱過度——這時(shí)容易產(chǎn)生初熔或共晶熔化(圖2)。舉例來說,固溶熱處理的溫度接近許多鋁合金的熔點(diǎn)(尤其是2xxx系列,往往只比它們的熔點(diǎn)低幾度)。為了促進(jìn)固態(tài)合金元素的溶解,需要適當(dāng)?shù)臏囟取?/span>
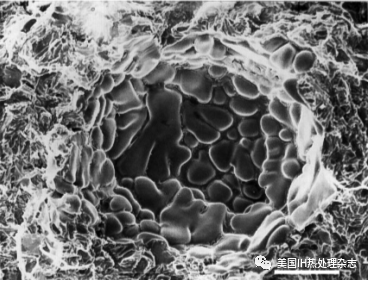
圖2. 鋁鎂硅合金(6xxx系列)的局部熔化(“玫瑰花”形態(tài))
? 加熱不足——這會(huì)由于過飽和度不足而損失機(jī)械性能。如果時(shí)效溫度太低和/或時(shí)效時(shí)間太短,就不容易形成溶質(zhì)原子聚集區(qū)(GP區(qū)),從而造成時(shí)效后強(qiáng)度過低。
? 淬火不充分引起變形——這方面的問題/難處在于部件進(jìn)入淬火劑的動(dòng)作,特別是在必須采用人工淬火時(shí)。部件一定要平穩(wěn)地進(jìn)入淬火劑。(用熱處理人員的行話說,要避免讓部件“拍打”淬火劑。)整個(gè)部件均勻傳熱,能夠防止出現(xiàn)冷卻差異和應(yīng)變差異。水平方向上的傳熱變化通常比垂直方向上的變化更為不利。使淬火劑保持適當(dāng)?shù)臏囟龋刂扑纳郎兀_保它的均勻流動(dòng),選擇最合適的淬火劑(比如空氣、水或聚合物),等等,都非常重要。比如,針對(duì)一項(xiàng)具體應(yīng)用的需要,可以通過改變濃度、溫度和攪拌強(qiáng)度而調(diào)整聚合物的冷卻速度,從而保證泡核沸騰階段的均勻傳熱和淬火速度。淬火劑的維護(hù)也很重要。對(duì)形狀復(fù)雜的部件,比如鍛件、鑄件、沖擊擠壓件和使用薄板制成的部件,可以采用較低的淬火速度以改善變形行為。
? 表面起皮/高溫氧化——《Industrial Heating》2016年2月版的熱處理問題診斷專欄“高溫氧化 –案例研究”詳細(xì)討論了這個(gè)問題。
? 時(shí)效過度——這可能會(huì)引起機(jī)械性能損失。如果時(shí)效溫度太高和/或時(shí)效時(shí)間太長,過飽和固溶體中析出相的臨界晶核尺寸會(huì)增大,造成時(shí)效后強(qiáng)度指標(biāo)降低。
? 時(shí)效不足——這可能也會(huì)造成機(jī)械性能損失。
? 自然時(shí)效不當(dāng)——自然時(shí)效的時(shí)間長短不一,2xxx系列合金約為5天,其他合金約為30天。6xxx和7xxx系列在室溫下較不穩(wěn)定,機(jī)械性能的變化會(huì)持續(xù)很多年。有一些合金在經(jīng)過-18°C(-1?F)或以下的低溫處理后,自然時(shí)效會(huì)被抑制或推遲幾天。通常的作法是,在通過時(shí)效改變材料性能之前,已經(jīng)完成成形、矯直和沖壓。比如,低溫處理就是2014-T4鉚釘為保持良好的鉚接性能而經(jīng)常采取的措施。
? 人工時(shí)效不當(dāng)——人工時(shí)效(也稱為沉淀熱處理)是一個(gè)時(shí)間較長、溫度較低的工藝過程。溫度控制至關(guān)重要,必須嚴(yán)格保證±6?C(±10?F)的溫度均勻性。溫度均勻性的最佳目標(biāo)應(yīng)為±4?C(±7?F)。
? 保溫時(shí)間不夠——后果是達(dá)不到期望的機(jī)械性能。時(shí)間太短會(huì)導(dǎo)致過飽和度不足,而時(shí)間太長容易使部件產(chǎn)生變形。
? 溫度均勻性不好——這會(huì)導(dǎo)致達(dá)不到甚至改變機(jī)械性能。工藝溫度均勻性的典型要求是±6?C(±10?F),而大多數(shù)航空應(yīng)用則希望達(dá)到±3?C(±5?F)。
? 固溶處理后冷加工不當(dāng)——這通常是因?yàn)閷?duì)被處理合金的反應(yīng)缺乏了解。舉例來說,淬火態(tài)2xxx系列合金的冷加工會(huì)明顯加大它對(duì)后續(xù)沉淀處理的反應(yīng)程度。
? 固溶熱處理產(chǎn)品退火時(shí)冷卻速度不夠——最大冷卻速度必須保持在每小時(shí)20?C(40?F),直至溫度降低到290?C(555?F)。在這個(gè)溫度以下的冷卻速度不太重要。
鑄造相關(guān)問題
順便要提到的是,出廠狀態(tài)的鋁錠有很多缺陷都會(huì)影響到后續(xù)的熱處理和機(jī)械性能,其中包括:
? 孔洞/中心疏松——原因是補(bǔ)縮不足、氫偏析或表面氧化層(往往是因?yàn)闅馀?
? 夾雜物——以碳化物、硼化物和氧化物等形式存在的鑄造雜質(zhì)(由于晶粒細(xì)化劑或氣泡)
? 宏觀或微觀偏析——溶質(zhì)成分及高硬度的金屬間化合物顆粒和第二相顆粒分布不均勻。適當(dāng)?shù)木|(zhì)化有助于解決這個(gè)問題。
? 變形/收縮——原因是冷卻引起的應(yīng)力/應(yīng)變
? 熱撕裂——主要由于補(bǔ)縮問題而造成
? 為獲得更高機(jī)械性能而涉及的軋制(薄板和厚板)或延展(擠壓件、棒料和板材)問題。不過,如果需要更高的性能水平,應(yīng)避免進(jìn)行二次熱處理。
其他相關(guān)問題
還有其他一些問題同熱處理工藝有密切關(guān)系或受其影響,比如:
? 金屬處理造成的破損導(dǎo)致鋁表面由于過度的脫氧蝕刻或清洗操作而產(chǎn)生點(diǎn)蝕或嚴(yán)重的(晶間)腐蝕。改善這些后處理操作的控制,能夠避免這個(gè)問題。
? 焊接溫度過高引起機(jī)械性能(比如抗拉強(qiáng)度)下降。控制焊接的順序、方法和接頭設(shè)計(jì)能夠帶來明顯改善。
? 焊接或氫脆消除烘烤等操作時(shí)的過多熱量使回火狀態(tài)改變并造成破壞。
? 機(jī)加工不當(dāng)使部件損壞。人們普遍認(rèn)為,能夠提高硬度的熱處理有助于改善鋁合金的機(jī)加工性能。不過,一定要知道的是,切削力只是諸多因素(比如刀具狀態(tài)、刀具壽命、表面光潔度、切削能和切屑形成模式)之一。舉例來說,6061鋁合金的時(shí)效對(duì)低速下的切削力有影響,但在高速下則無影響。
結(jié)語
大多數(shù)鋁熱處理相關(guān)問題的解決方法是:了解什么原因會(huì)導(dǎo)致出錯(cuò);確定合適的作法和步驟;在執(zhí)行這些步驟時(shí)保持一致性(和重現(xiàn)性);盡可能實(shí)時(shí)進(jìn)行工藝監(jiān)測;保留熱處理爐操作記錄和時(shí)間-溫度曲線以確認(rèn)預(yù)定操作真正得到執(zhí)行。
最后,要保證采用合適的測試方法來確認(rèn),部件是否符合要求,能否在實(shí)際使用中可靠地發(fā)揮應(yīng)有的作用。熱處理人員以前都知道這些要求,但它們對(duì)鋁和鋁合金的熱處理要比在其他方面更加關(guān)鍵。
文章來源:本文刊登于《IndustrialHeating》中文版雜志2023年12月刊
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.youwin2019.com/Steel-Knowledge/1619683016.html
|