
隨著 1780 產線生產鋼種規格的拓展,帶鋼寬度、厚度及鋼種的強度不斷提升,卷取在生產厚度10mm以上寬厚板時易出現卷層錯動缺陷,對軋線生產節奏帶來一定影響,且由于錯動卷規格多超過平整機組返修能力,卷形不良鋼卷無法返修,產生厚規格卷形廢次降。
1 厚規格卷形缺陷產生原因分析
結合1780產線生產實績以及對缺陷鋼卷形貌現場反查,厚規格卷形缺陷從發生位置大致可分為頭部卷層錯動、中尾部卷層錯動兩大類。
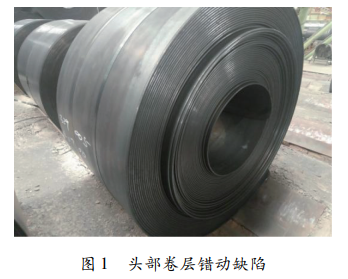
1) 頭部卷層錯動。
此類厚規格卷形缺陷 在生產時主要表現為帶鋼頭部出現爬墻情況, 其典型缺陷見圖 1。
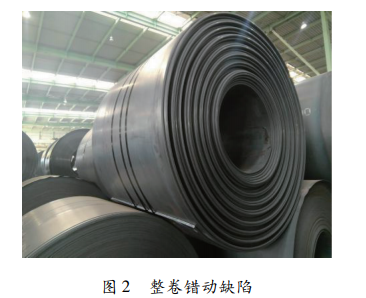
2) 中尾部卷層錯動。
此類厚規格卷形缺陷從卷形實物上加以區分,主要分為兩類:
①缺陷卷整卷呈較為規律的鋸齒狀錯動,其典型缺陷見圖2; ②缺陷卷錯動主要集中在帶鋼尾部, 其典型缺陷見圖3。

2 原因分析
2.1 工藝參數設定
2.1.1 設定張力偏小
在對厚規格卷形鋸齒狀錯動缺陷進行反查時,發現此類鋼卷夾送輥實際壓力與輥縫存在 周期性波動,帶鋼張力曲線出現波動情況,同時此類厚規格帶鋼卷取溫度存在一定波動,當卷取張力設定偏小時,帶鋼在卷取過程中易出現兩側游動,導致卷形較差。
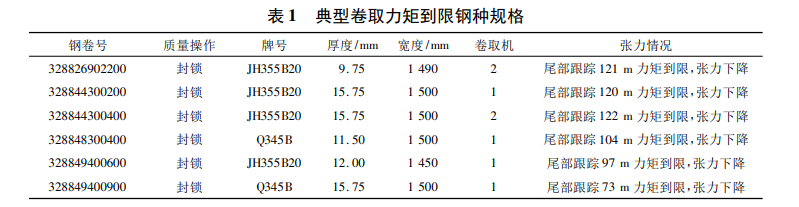
2.1.2 卷筒力矩到限
卷取力矩組成主要由以下力矩構成: 張力矩 ; 彎曲力矩; 加速力矩。其中張力距為影響卷取力矩主要因素,在生產寬厚板過程中,為保證卷形達到要求,卷取往往需要較大張力設定,其總張力設定越大,隨著卷徑增加卷筒電機在卷取過程中需提供的張力矩越大,最終導致電機出力達到最大值,其所需的卷取力矩超過電機能力,其典型鋼種規格見表 1,當實際力矩達到最大限幅值后,帶鋼尾部出現張力被動下降情況,使帶鋼尾部控制出現不穩定。
2.1.3 來料板形變化
反查帶鋼頭部卷層錯動,缺陷卷頭部在卷取機前輥道上偏移較大,通過反查卷取頭部中 心線偏移曲線達到最大值150 mm,且與精軋頭部中心線偏移具有一定對應性,由于此時張力尚未建立,僅靠側導板進行糾偏,且厚規格帶鋼頭部對側導板撞擊力較大,超過側導板糾偏能力,導致帶鋼頭部爬出側導板或在側導板內傾斜,同時側導板在二次短行程作用下加劇帶鋼頭部跑偏,造成頭部卷層錯動。
2. 2 設備相關影響因素
在對2018 年1至8月厚規格卷形封鎖進行統計后,發現其中2號卷取機封鎖卷數占比約為 72% ,1號卷取機封鎖卷數占比28% ,厚規格卷形呈現出2號卷取機封鎖占比偏高情 況,同時在實際生產跟蹤過程中,發現帶鋼在相同張力設定下,2號卷取機存在實際出力偏大現象,生產寬厚板時在大張力設定下,2號機夾送輥更易出現負力矩到限,出現夾送輥被動升速情況。
3 相關措施
1) 針對厚規格帶鋼張力設定偏小情況,對相應鋼種規格張力提高10%~15% ,以減少帶鋼在卷取過程中的游動,同時對低卷取溫度鋼種CT目標值進行適當提升。同時采用 1#、3# 助卷輥壓靠來減小夾送輥壓力波動,提高厚規格帶鋼在卷取過程中的穩定性。
2) 針對出現卷筒力矩到限情況,對相關鋼種規格側導板中尾部壓力提高5~10kN,增強側導板對帶鋼尾部的束縛和增加側導板提供的后張力,同時對兩臺卷取機夾送輥壓力進行適當降低,以減輕尾部板型變化對卷形帶來的影響。
3) 針對卷取機間差異,對 2#機總張力進行限幅,當#機總張力達到最大限幅值后不再增加,以改善夾送輥被動升速情況,避免因此帶來的張力的波動。
4) 為改善帶鋼頭部爬墻現象,對帶鋼頭部進入壓力環后一定時間內,側導板開度減小量 進行優化,當側導板設定開度達到一定值后即 跳出壓力環。同時為改善來料頭部板型,對帶鋼厚度H≥5.0mm以上規格,精軋楔形反饋WFB功能自動不調整,以減小帶鋼頭部偏移量。
4 取得效果
在結合產線生產及控制實際的基礎上,通過分析厚規格卷形缺陷產生原因,有針對性的 采取相關措施,2018 年1780產線厚規格卷形封鎖率呈逐步下降趨勢, 為下工序的生產創造了有利的條件,產生了良好的經濟效益現。
5 結 論
通過以上措施的實施使厚規格卷形得到一 定的改善,但隨著產線生產鋼種強度提升以及 產品規格的不斷拓展,大張力卷取時所需張力 無法滿足及兩臺卷取機間差異的根本原因仍未 找到,需要在后續生產中持續分析優化。
參考文獻
[1] 李林. 熱軋高強度厚板帶鋼的卷取分析及改進. 北京: 冶金工業出版社,2005.
