大型鍛件的最終熱處理技術詳細解說
大型鍛件經粗加工進行的熱處理稱為最終熱處理。多采用淬火、正火及隨后的高溫回火等工藝,以達到技術條件所要求的性能,或為后續熱處理過程準備良好的組織條件。
1 大鍛件淬火、正火時的加熱
1.1 加熱溫度
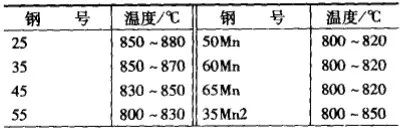
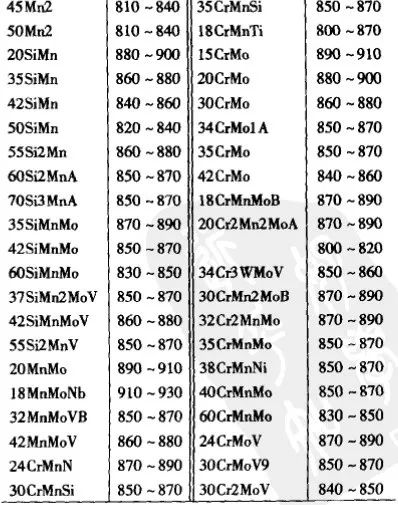
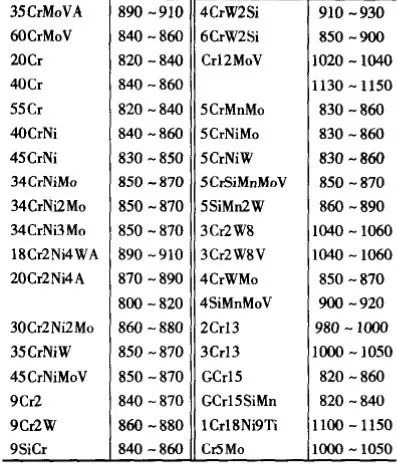
為使負偏析區在加熱時達到淬火或正火溫度,大鍛件的淬火或正火溫度應取規定溫度的上限。對于碳偏析比較嚴重的鍛件,可根據不同錠節的實際化學成分,采用不同的加熱溫度。大鍛件用鋼的淬火加熱溫度如表1 所示。
1.2 加熱方式
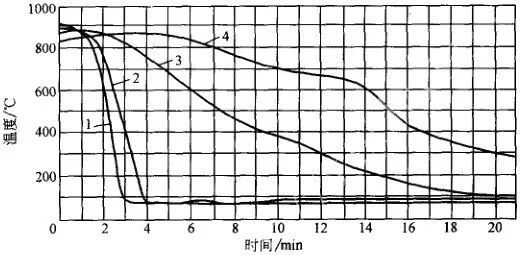
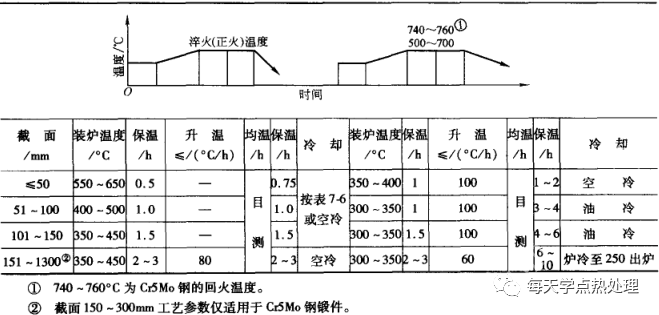
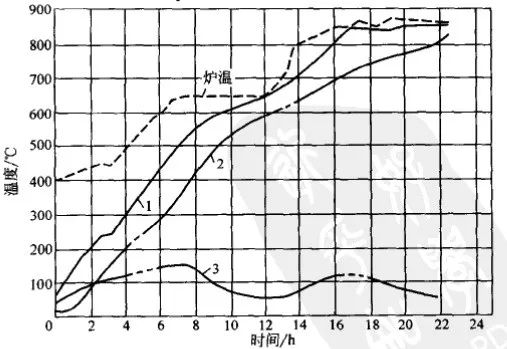
大鍛件加熱時,為了避免過大的熱應力,應該控制裝爐溫度和加熱速度。截面大、合金元素含量高的重要鍛件,多采用階梯式加熱。即在但溫裝爐后按規定速度加熱,在升溫中間進行一次或兩次中間保溫。有些鍛件采用較低的加熱速度而不進行中間保溫。只有截面尺寸較小、形狀簡單、原始殘留應力較小的碳鋼和低合金結構鋼鍛件,才允許高溫裝爐、不限制加熱速度或在低溫裝爐后采用最大功率升溫。高溫裝爐直接加熱時,鍛件中不同部位的升溫曲線,如圖1 7-13所示。可以看出,在這種情況下鍛件表面與中心的最大溫差很大,出現最大溫差時工件心票
部溫度低于200℃, 鋼仍處于冷硬狀態,易因巨大的溫差應力而產生內部裂紋。
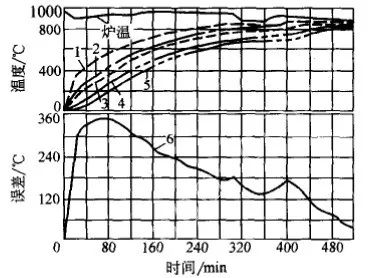
▲圖1 Φ800mm 40CrNi鋼坯加熱曲線(爐溫950℃裝爐)

階梯式加熱時鍛件中不同部位的升溫曲線,如圖2 所示。可以看出,由于采取了中間保溫,在加熱中出現了兩次最大溫差。第一個出現在心部溫度為≈350℃時,數值僅為圖1 7-13曲線的1/3。出現第二個最大溫差時,鍛件心部溫度已升高至≈700°C, 鋼已處于塑性狀態,無開裂危險。當鍛件尺寸很大時,加熱中第一個最大溫差的數值仍會較大,這時要在≈400°℃等溫一段時間,待工件表面和心部都升至較高溫度時再繼續加熱。這樣可以減小第一個最大溫差的數值和使其在更高些的溫度范圍出現。
1.3 升溫速度
鍛件在加熱過程的低溫階段,升溫速度要控制在30~70°C/h 。經中間保溫后,整個截面上塑性較好,升溫速度可以快些,一般取50~100°℃/h 。1.4 均溫與保溫
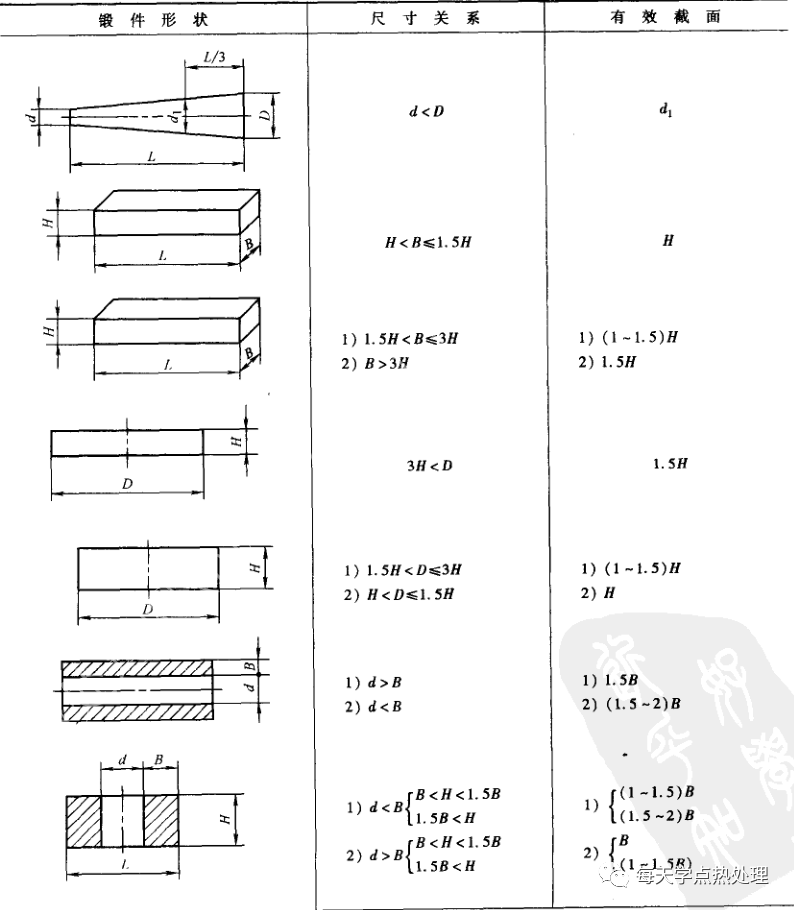
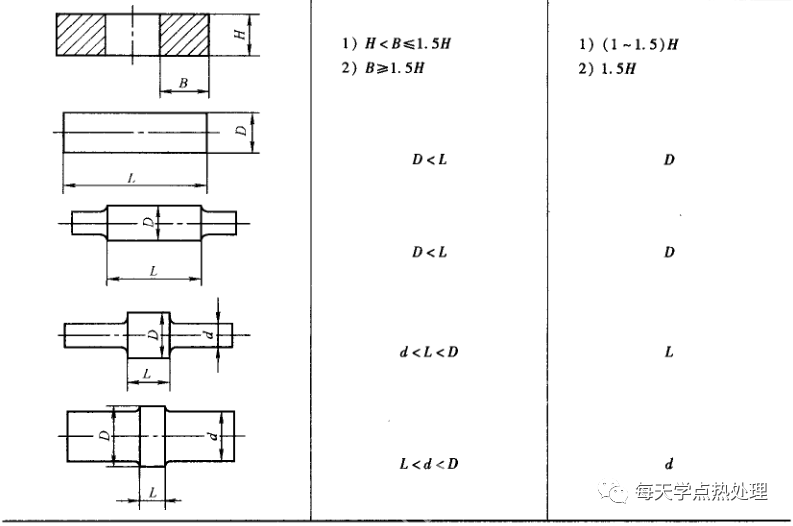
當加熱爐主要測溫儀表(一般臺車式爐指爐頂測溫儀表,井式爐指各段爐壁儀表)指示爐溫到達規定溫度時,即為均溫開始,至目測工件火色均勻并與爐墻顏色一致時為均溫終了。為使工件心部達到規定溫度、完成奧氏體轉變并使其均勻化,鍛件在均溫后尚需進行保溫。保溫時間根據工件有效截面確定。對碳素結構鋼與低合金結構鋼鍛件,保溫時間按0.6~0.8h/100mm計算。對中、高合金鋼鍛件,按0. 8~1h/100mm計算。各種形狀鍛件有效截面計算方法見表2 。
▼表2 有效截面計算方法
2 大鍛件淬火、正火時的冷卻
在大鍛件淬火、正火冷卻過程的工藝參數中最關鍵的是選擇恰當的冷卻速度和終冷溫度。對于性能要求很高的高合金鋼大鍛件,必須選擇能夠保證工件心部奧氏體完全躲過珠光體和上貝氏體轉變的冷卻速度,以使鍛件沿整個截面獲得下貝氏體或下貝氏體加馬氏體組織。終冷溫度的選擇主要取決于鍛件的冶金質量。對于夾雜物、氣體含量都很少,化學成分十分均勻的優質電站大鍛件終冷溫度可選擇為40~60°C或60~80℃。對于冶金質量較差的鍛件,終冷溫度可提高至200~250℃。在終冷溫度下的保持時間,應以使鍛件心部完成所規定的組織轉變為準。對于大型碳鋼和低合金鋼鍛件,冷卻后獲得下貝氏體的要求有時難于達到。這時應將心部奧氏體過冷到防止出現粗大珠光體和鐵素體的溫度,對低合金鋼鍛件終冷溫度可選為400~450℃; 碳鋼件可選為450~500°C。對照相應鍛件的冷卻曲線和所用鋼種的過冷奧氏體連續轉變曲線,可獲得鍛件尺寸、冷卻速度、冷卻時間、終冷溫度以及轉變產物與性能水平等方面的完整資料。從圖2 所示實例可以看出,為使鍛件心部無珠光體,應保證鍛件心部冷卻速度。
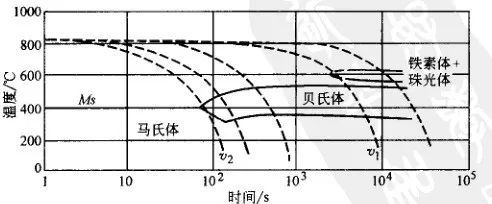
▲圖2 3.5%Ni-Mo-V鋼奧氏體連續冷卻轉變與
不小于υ1終冷溫度不高于450°C。如要使鍛件心部獲得馬氏體組織,必須保證鍛件心部冷卻速度不低于υ2, 且應過冷到300℃以下。在確定終冷保持時間時,必須充分考慮組織轉變熱效應的影響。
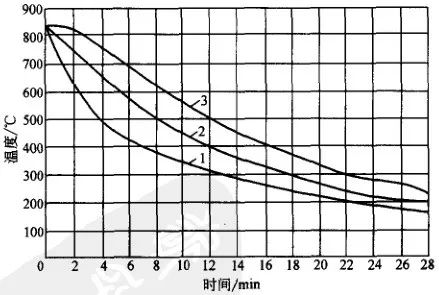
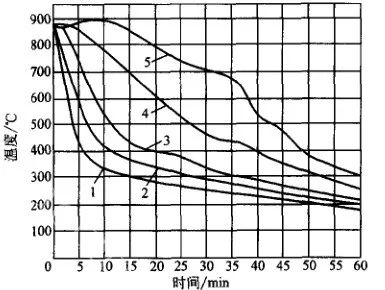
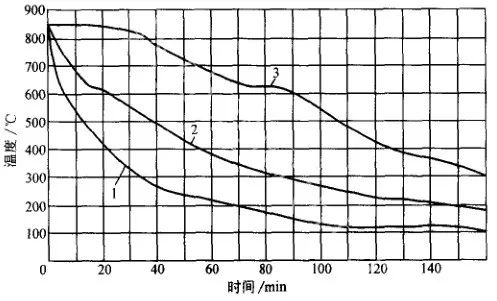
大鍛件常用的冷卻方式有:靜止空氣冷卻、鼓風冷卻、噴霧冷卻、油冷、水冷、噴水冷卻及水淬油冷、空-油冷卻(延遲淬冷)、水-油雙介質淬火、油-空雙介質淬火等。這些冷卻方式并不能完全滿足大鍛件冷卻的要求,還有待于尋求新的淬火介質和冷卻方法。對形狀復雜、截面變化較大的工件,為使冷卻均勻和減小淬火應力,有時采用工件在爐內稍降低溫度后再出爐淬火的方法。水冷工件經高溫回火后的強度、塑性、韌性和脆性轉變溫度等力學性能都比油冷好(特別是心部性能)。因此,在不引起缺陷擴大的前提下,應采用水冷。但是這時工件截面上的最大溫差可達750~800°℃, 如鍛件冶金質量不好,巨大的內應力會使工件產生裂紋甚至斷裂。圖3~圖6是鍛件的不同截面水冷曲線。
▲圖3 Φ300×2000 9Cr鋼鍛件水冷曲線(水溫20℃)

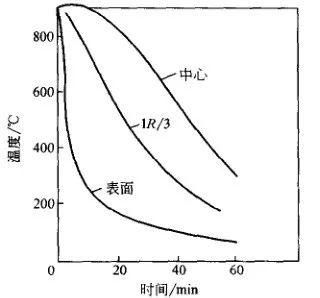
▲圖4 Φ450 42SiMn鋼鍛件水冷曲線
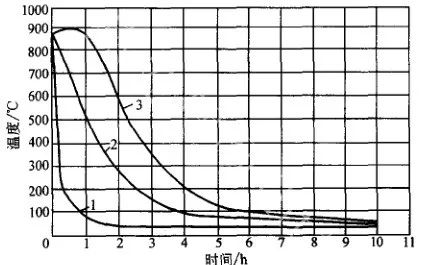
▲圖5 Φ920 NiCrMoV鋼鍛件水冷曲線

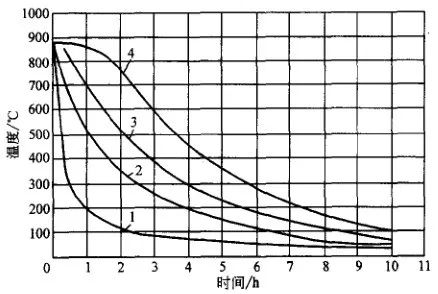
▲圖6 Φ1350 NiMoV鋼鍛件水冷曲線
在判斷鍛件在淬火冷卻中能否采用水冷時,首先應考慮鍛件化學成分和基礎性能的影響,按式(1) 計算出鍛件的碳當量CE。 (1)
(1)
1) 鍛件中正偏析區的碳當量CE≤0.75%,正偏析區的碳含量≤0.31%時,鍛件可以毫無危險地采用水淬。2) 鍛件中正偏析區的碳當量CE=0.75%~0.88%, 正偏析區的碳含量=0.32%~0.36%時,鍛件可以進行水淬,但須特別小心。3) 鍛件中正偏析區的碳當量CE≥0. 88%,正偏析區的碳含量≥0.36%時,若無特殊的指示與指導,禁止水淬。隨著大鍛件用鋼碳含量的逐步降低和電渣重熔、鋼包精煉、真空除氣、真空脫氧等先進冶煉工藝的采用,大鍛件的冶金質量有了明顯提高,承受較大淬火應力而不引起開裂的可能性有所增加,應當擴大急冷和深冷的應用。
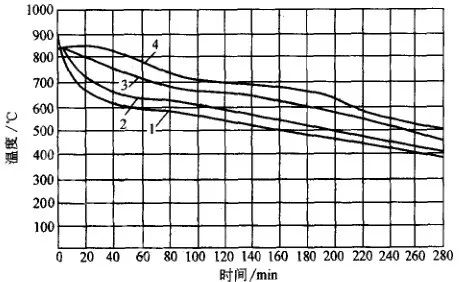
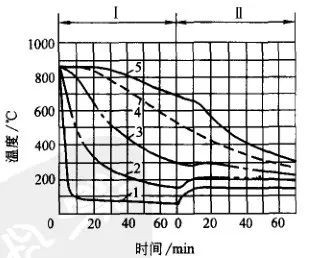
油冷時鍛件中最大溫差比水冷小,一般不超過500℃。圖7~圖10 是不同截面鍛件的油冷冷卻曲線。采用空-油冷卻(延遲淬冷)可顯著降低工件內外溫差(見圖11 ) 。
▲圖8 Φ460×2000 50Mn2鋼鍛件油冷曲線
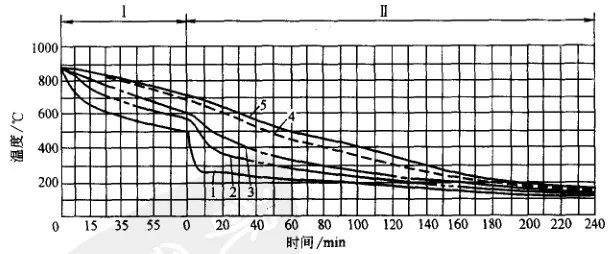
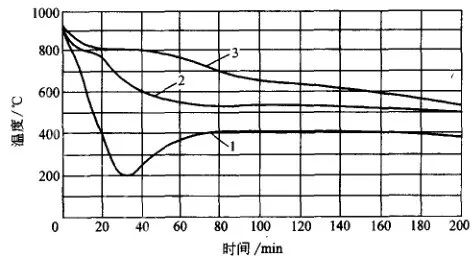
▲圖11 Φ600 34CrNiMo鋼鍛件空冷(Ⅰ)
隨后油冷(Ⅱ)的冷卻曲線

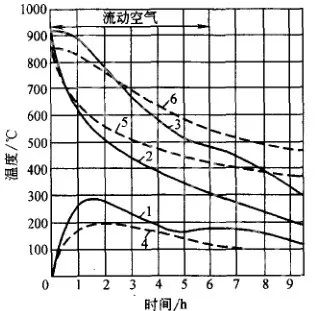
空冷或鼓風冷的冷卻能力比水冷、油冷小得多,故在一定程度內可避免鍛件內部缺陷的擴大,但空冷時鍛件的性能潛力不能充分發揮。圖12 、圖13 是大鍛件的空冷曲線。
▲圖13 Φ950 28CrNiMoV7.4鋼鍛件空冷曲線
水-空-水、油-空-油雙介質淬火方式,可使心部熱量向外層傳播,以減少鍛件截面上的溫差,使冷卻比較均勻,降低淬火應力。圖16 所示為水-空雙介質淬冷曲線。工件在空氣中預冷 12min 后,隨即水冷 2min、空冷3min 再交替冷卻至35min, 然后空冷。
▲圖16 Φ870 34CrMoA鋼轉子
鍛件水-空雙介質淬火曲線

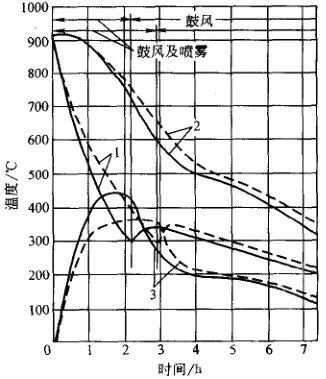
噴霧冷卻是利用壓縮空氣與壓力水的共同作用,使之成為細霧狀向工件表面噴射的冷卻方法。噴水冷卻是將高壓水直接向工件表面均勻噴射的冷卻方法。在噴射冷卻時,工件要旋轉,以使冷卻均勻。這種冷卻方式的優點是在冷卻過程中可以改變風量、水量及水壓,以達到調節冷卻速度的效果,使在不同冷卻階段得到不同的冷卻速度。對有階梯的工件,在不同截面處可以調節得到不同的冷卻能力,使之獲得相同的冷卻速度。噴水冷卻的冷卻能力很強烈,高壓水還可以猛烈沖刷工件加熱時表面形成的氧化皮。圖17 所示為噴霧冷卻曲線,圖18 所示為噴水冷卻曲線。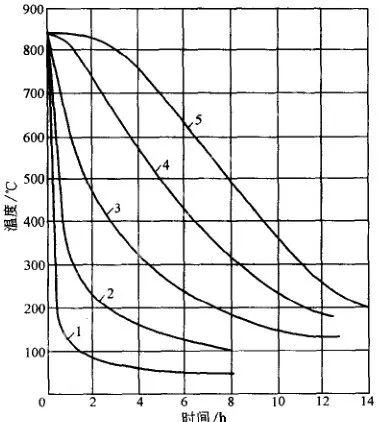
▲圖18 Φ1800 Cr-Ni-Mo-V鋼鍛件噴水冷卻曲線

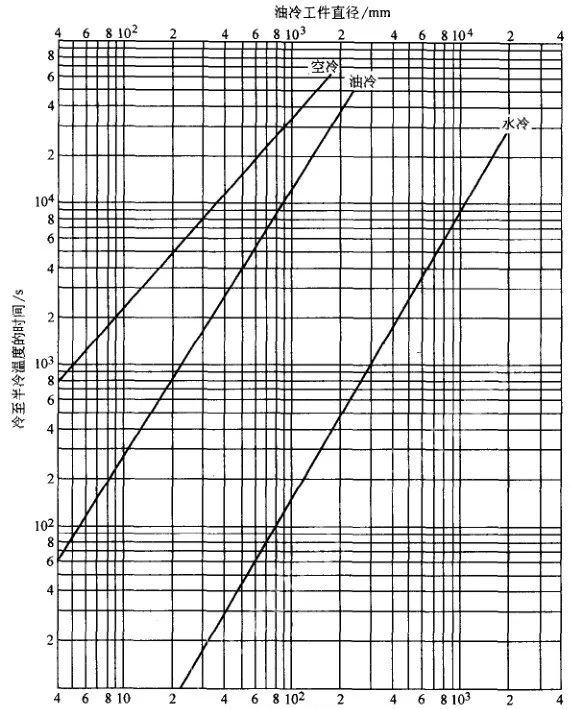
冷卻時間是指工件在冷卻介質中停留的時間。冷卻時間過短,會達不到要求的性能,而冷卻時間過長、終冷溫度過低,會增大淬裂的危險性。所以,確定適當的冷卻時間及終冷溫度,是大鍛件熱處理工藝中的一個重要問題。在生產中的淬火冷卻主要是控制冷卻時間,而工件表面的終冷溫度僅作為參考。冷卻時間一般根據實測的各種冷卻曲線,理論計算以及長期生產經驗來確定。必須注意,即使相同截面的工件,在相同的淬火介質及冷卻時間內冷卻,也會由冷卻設備容量、淬火介質的溫度、介質循環條件及工件在介質中的移動方式等情況不同,造成工件心部溫度的顯著差別。所以,在規定冷卻時間的同時,還要嚴格控制冷卻條件。圖19 和圖20 所示為不同直徑鋼件在水冷、油冷、空冷時,心部冷卻到450℃和300°C 時所需的冷卻時間(淬火溫度取為860°C, 淬火介質溫度取為40℃) , 曲線是由實測數據整理而得到的。表3 列出一些具體冷卻工藝可供參考,生產中根據工件形狀、材質及生產條件,在制訂具體冷卻工藝時,作適當調整。▼表3 具體冷卻舉例

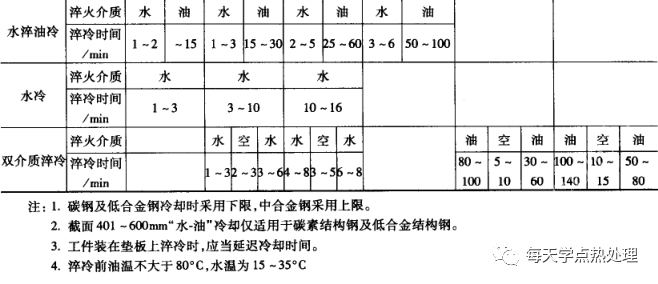
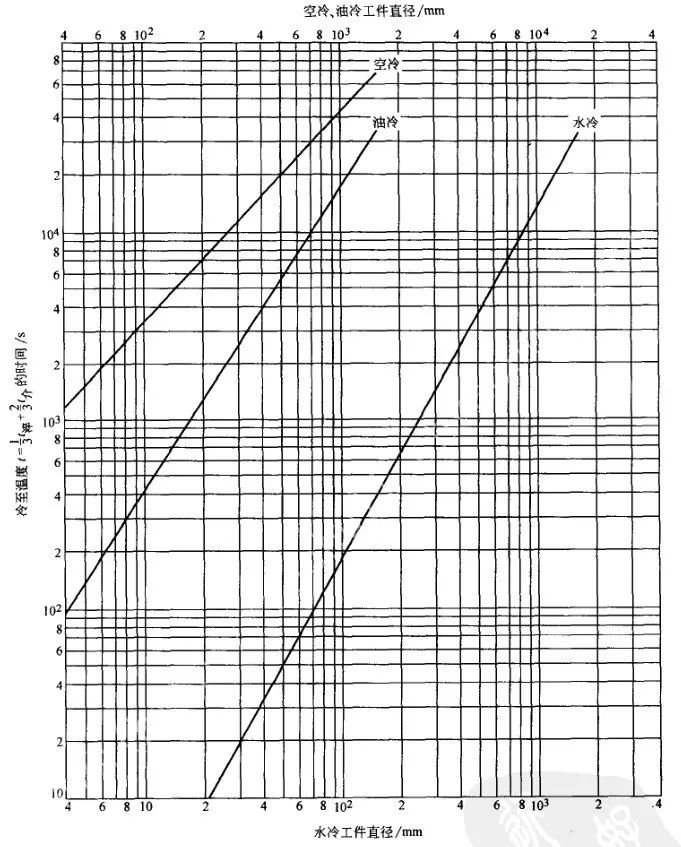
▲圖20
工件正火時,一般規定表面終冷溫度為:碳素結構鋼、低合金結構鋼不高于250~40°℃; 高、中合金結構鋼、模具鋼,不高于200~350°C。
3 大鍛件的回火
大鍛件回火的目的是消除或降低工件淬火或正火冷卻時產生的內應力,得到穩定的回火組織,以滿足綜合性能要求。在回火過程中還可繼續去氫和使氫分布均勻,對降低或去除氫脆的影響是有利的。大鍛件淬火后應及時回火,規定時間間隔如下:(1) 碳素結構鋼、低合金結構鋼鍛件直徑不大于700mm者,小于3h; 直徑大于700mm者小于2h。(3) 水淬、水淬油冷鍛件,模具鋼、軋輥鋼及其他重要鍛件,均應立即回火。3.1 回火溫度的選擇
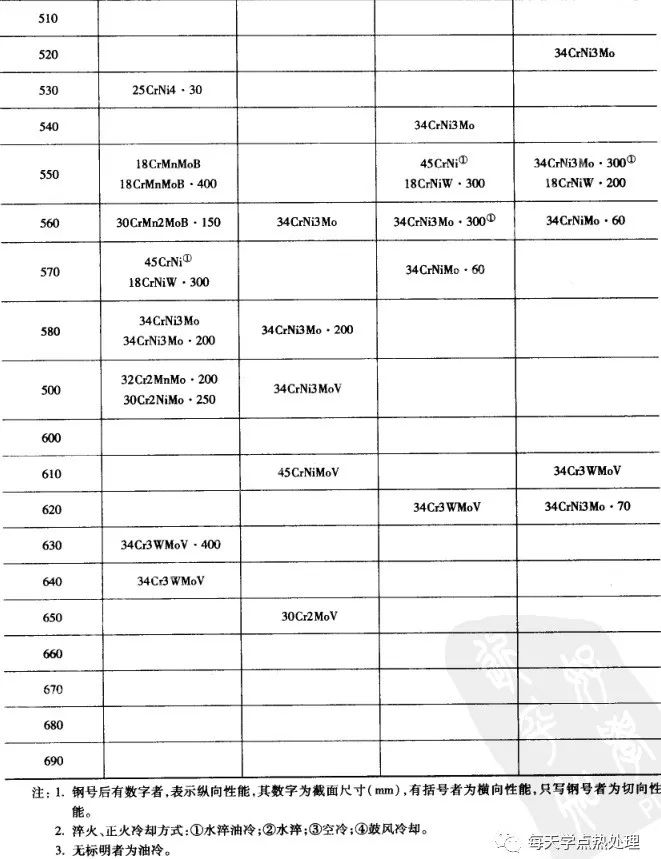
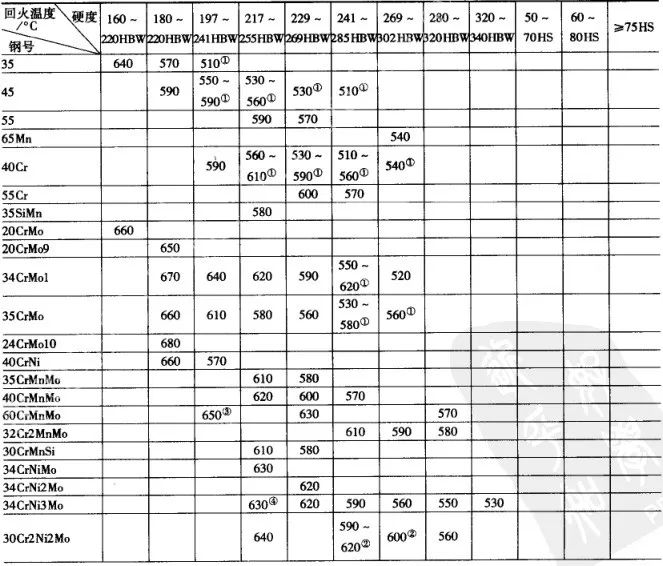
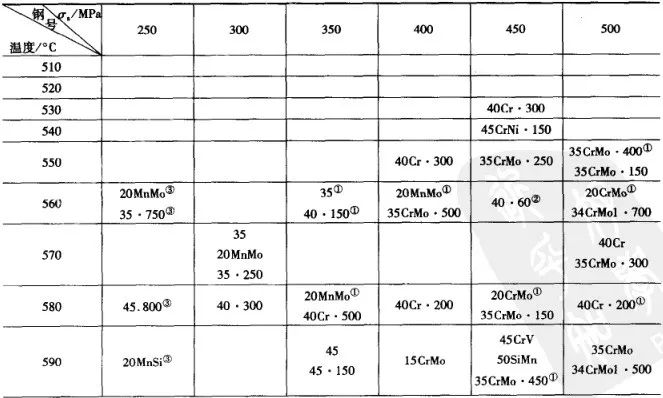
大鍛件的回火溫度應根據對鍛件性能、組織的要求和每個鍛件的具體情況確定。用小試樣作出的回火溫度與性能之間的關系曲線,只能作為選擇大鍛件回火溫度時的參考。表4 是各種大鍛件用鋼的硬度與回火溫度間的關系,表5 是屈服強度與回火溫度間的關系,可作為選擇回火溫度的依據。但應指出,由于各工廠的實際生產條件和生產經驗不同,同一鋼號鍛件的回火溫度不必完全一致。
▼表4 各種大鍛件用鋼的硬度與回火溫度的關系

3.2 回火中的加熱與冷卻
高合金鋼大鍛件淬冷終了時,心部尚有未充分轉變的過冷奧氏體,在回火入爐溫度下停留時,表面溫度升高,心部硬度則繼續降低,使心部尚未轉變的奧氏體繼續分解。所以,在回入爐的低溫下長時間停留,實際上是心部繼續冷卻的過程。回火入爐溫度應根據鋼的奧氏體等溫轉變圖來確定,一般Ms點附近,停留時間應保證過冷奧氏體得到充分轉變。碳鋼和低合金鋼鍛件在淬火冷卻中,過冷奧氏體轉變已經基本完成,回火入爐后的只是為了減少鍛件中的內外溫差,以降低鍛件中的內應力。回火加熱時所產生的熱應力與淬火后的殘留應力疊加,可促使工件中的缺陷擴大所以回火加熱速度要比淬火加熱速度低一些,一般控制在30-100°C/h。高溫回火時,爐測溫表到溫后即為均溫開始,當鍛件表面火色均勻且與爐膛顏色一致時即為均溫終了。低溫回火時無法判斷火色,應根據實際經驗,選擇足夠長的回火時間。均溫結束即為保溫開始。實際上,保溫時心部繼續升溫到回火溫度,并完成回火轉變過程。淬火后的回火保溫時間可選為≈2h/100mm, 而正火后的回火為≈1.5h/100mm.大鍛件高溫回火后快冷,會引起大的殘留應力,其數值主要取決于該鋼的彈-塑性轉變溫度(碳鋼和低合金鋼為400-450°C, 合金鋼為450-550°C) 以上階段的冷卻速度。為了減小鍛件中的殘留應力,應盡量降低鍛件在高溫階段的冷卻速度。為了縮短回火冷卻時間以提高生產率,鍛件在彈-塑性轉變溫度以下區域可以采取較快的冷卻速度。調質大鍛件中的殘留應力是熱殘留應力,沿截面的分布規律是:表面受壓,心部受拉,由中心到表面近似為一條不對稱的余弦曲線,中心處的輸向應力約比切向應力大一倍。必要時可根據鍛件用鋼的物理參數與回火工藝過程對應力分布曲線進行定量計算。當只須控制鍛件表面殘留應力時,可以用以下經驗公式進行估算: (3)
通常對重要鍛件規定為,經高溫回火后工件表面的殘留應力值不得高于其屈服強度的10% 或40MPa, 即可由上式算出在高溫回火時應當采取的冷卻速度。用對回火脆性敏感的鋼材制造大鍛件時,為獲得較高的沖擊韌度,要求回火后快冷。但這將引起大的殘留應力。在不引起回火脆性的溫度下(450℃) 再進行補充回火,可使殘留應力降低50%左右。為了保證沖擊韌度符合要求而殘留應力又小,大鍛件應采用對回火脆性不敏感的碳鋼或添加:(Mo)為0.25%~0.5%或w (W) 為0.5%-1%的合金鋼來制造,并盡量降低鋼中砷和鍋等雜質的含量。采用合金化的方法來消除大鍛件用鋼的第二類回火脆性,是有局限性的,關鍵在于提高鋼液的純凈度,盡量減少有害雜質磷、砷、硒、銻的含量及其在晶界上的偏析程度。
4 大鍛件最終熱處理工藝舉例
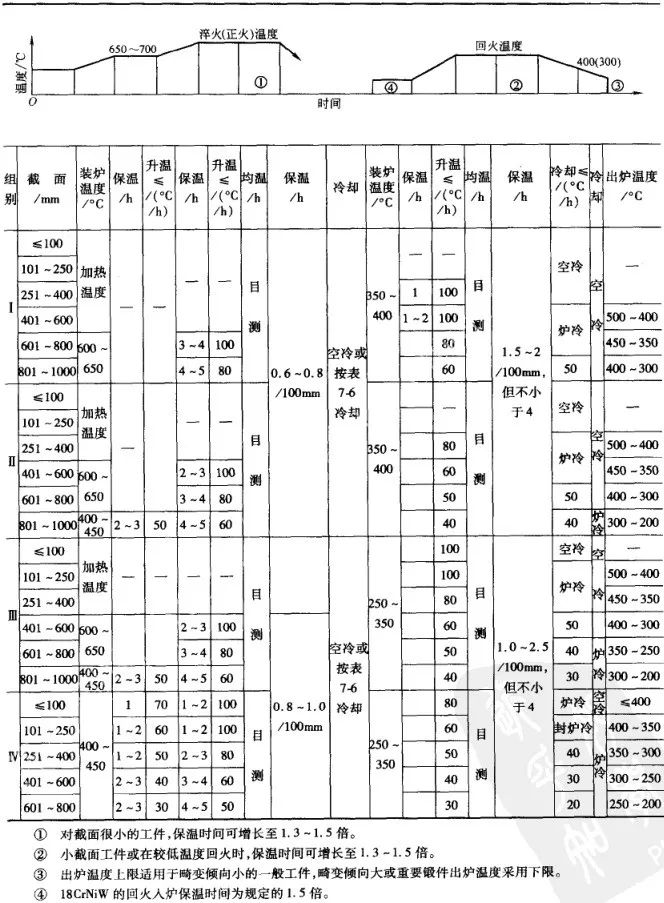
一般常用大鍛件用鋼,按其導熱性能,碳化物溶解的難易程度以及對終冷溫度的要求,可劃分為以下四組:第一組 碳含量(質量分數)小于0.45%的碳素結構鋼及低合金結構鋼;第二組 碳含量(質量分數)大于0. 45%的碳素結構鋼及低合金結構鋼;一般大型鍛件的第二熱處理工藝規范可歸納為如表6 和表7 所列。各組按工件截面大小具體選定工藝參數。對截面更大、合金元素很高的重要鍛件應參考專門著作慎重制定。
▼表6 大型鍛件最終熱處理工藝規范
(適用于煤氣加熱爐)
▼表7 1Cr13、2Cr1、Cr5Mo大型鍛件熱處理工藝規范
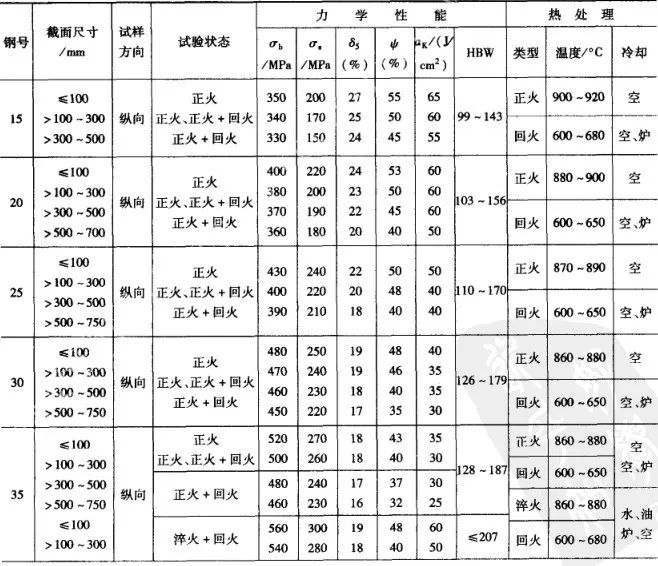
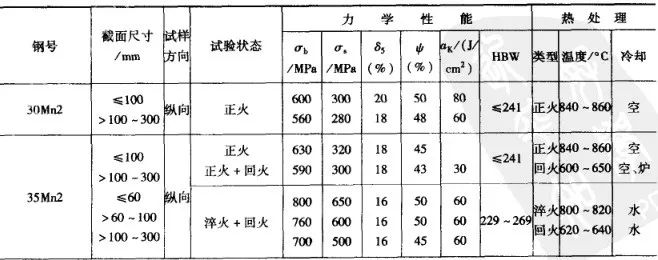
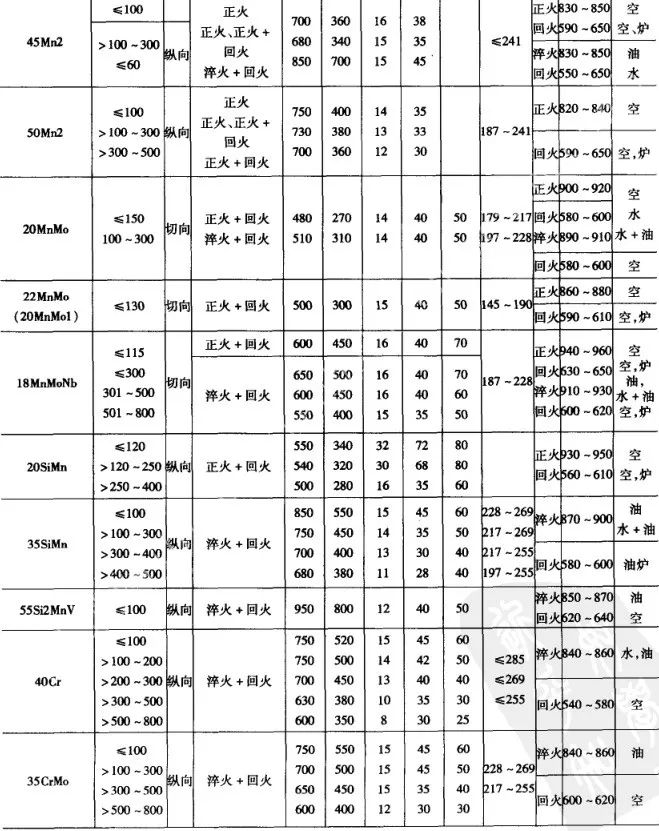
5 大鍛件熱處理后的力學性能
常用的不同截面的優質碳素鋼、合金結構鋼大型鍛件,在調質處理后的力學性能列表8 和表9 ,不銹鋼和耐酸鋼鍛件熱處理后的力學性能見表10。各表中的性能數據皆指軸類鍛件在距表面1/3半徑處切取縱向試樣的性能。
▼表8 優質碳素鋼鍛件熱處理后力學性能



6 大鍛件的化學熱處理
隨著對大型重載齒輪、大型齒輪軸及其他大型耐磨、耐壓件使用壽命和承載能力要求的不斷提高,化學熱處理(主要是滲碳和滲氮)在大鍛件生產中的應用日益廣泛,并已取得成效。6.1 大型重載齒輪的深層滲碳
6.1.1 主要技術要求
為了防止齒輪表面硬化層被壓碎和防止齒面剝落,大型重載齒輪的滲碳層深度應為齒輪模數的0.15~0.25倍,并保證在硬化層過渡區中切應力與抗剪強度之比不大于0.55。為使齒輪具有較高的接觸疲勞強度和彎曲疲勞強度,齒輪表層碳的質量分數應控制在0.75%~0.95%之間。經最終熱處理后,對齒輪表面硬度要求分為4級:58~62HRC、55~60HRC、54~58HRC和52~56HRC, 心部硬度為30~46HRC.滲碳層中的碳化物顆粒應接近球形、直徑小于1um并且比較均勻。滲層與心部間過渡平緩,自w (C) 為0.4%處至心部組織的深度應占整個滲碳層的30%。經長時間滲碳處理后心部晶粒度不應低于6級。6.1.2 典型工藝
(1) 在大型滴注式氣體滲碳爐中滲碳,典型工藝如圖20 所示。▲圖21 20CrNiMo鋼人字齒輪的滲層滲碳工藝曲線6mm,齒面硬度75~77HS(56~57HRC)]
(2) 在普通臺車爐、井式爐、罩式爐中采用涂覆滲碳,典型工藝如圖22 所示。
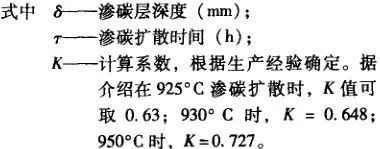
滲層深度與滲碳擴散時間的關系,如式(4 ) 所示:
 (4)
(4)
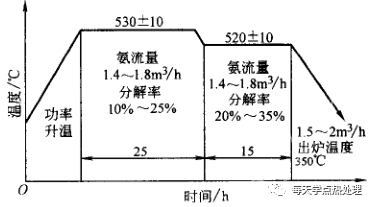
6.2 大鍛件的滲氮處理
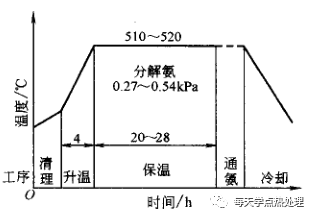
對于輕載、高速齒輪,形狀尺寸精度要求很高的齒輪和難于加工磨損件,滲氮處理是一種比較理想的工藝。典型工藝如圖23、圖24 所示:要求:滲氮層深0.4-0.45mm,表面硬度530HV10 脆性1級

技術相關文章,推薦閱讀:
鋼材熱處理之: 大型零件淬火裂紋案例分析
鋼鐵金屬材料熱的處理簡介
鋼管熱處理加熱保溫時間法則
關于退火!你想知道的都在這里
什么是調質?你會調質嘛?調質過程中常見問題有哪些?
淬火和高溫回火的綜合熱處理工藝-調質
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)



















 (3)
(3)