大型軸承圈是一種結(jié)構(gòu)相對(duì)復(fù)雜、截面尺寸變化相對(duì)劇烈、具有薄壁刃口的大直徑薄壁零件,在進(jìn)行熱處理時(shí),必須最大限度地利用爐容,同時(shí)必須減小熱處理變形,以保證產(chǎn)品合格率,這類(lèi)軸承圈形狀尺寸多種多樣,這里僅選取兩種典型樣例。圖1a為某軸承內(nèi)圈,最大壁厚54.3mm,薄壁刃口只有16.4mm。圖1b為某軸承外圈,最大壁厚45.56mm,薄壁刃口只有10.95mm。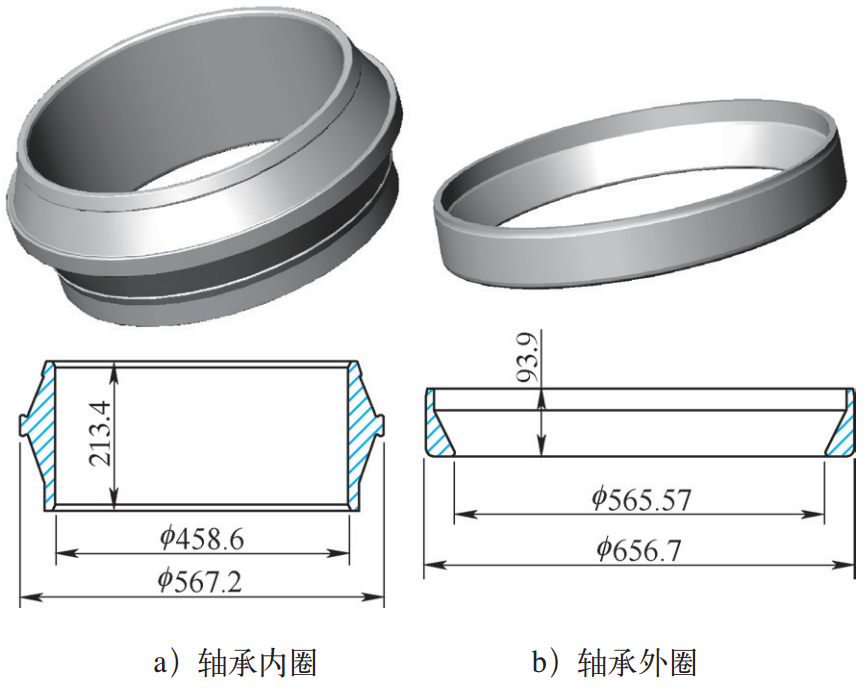
圖1 軸承圈結(jié)構(gòu)
這類(lèi)零件在進(jìn)行熱處理時(shí),薄壁刃口部位必須防止高溫狀態(tài)下碼垛層數(shù)過(guò)高而被壓潰,同時(shí)多層碼垛時(shí)由于熱應(yīng)力和組織應(yīng)力所引起的熱處理變形聯(lián)動(dòng)效應(yīng)也必須引起足夠的重視。基于這兩點(diǎn)考慮,在討論裝爐方案時(shí)確定了采用單層托架多層碼垛的方案,這樣每只軸承圈都放在單獨(dú)的托架上,刃口只承擔(dān)自重,多層碼垛的重量由單層托架中心環(huán)承擔(dān);加熱及冷卻過(guò)程中每只軸承圈也都處于自由變形狀態(tài),不受其他因素影響。

一、整體裝爐初步方案確定
該軸承為雙列圓錐滾子軸承,每套軸承圈含2只軸承外圈和1只軸承內(nèi)圈,客戶也按此比例來(lái)料加工。450kW井式熱處理爐導(dǎo)流筒最大尺寸φ2300mm×3500mm,實(shí)際裝料時(shí)直徑方向單邊預(yù)留100mm安全余量,高度方向預(yù)留100mm安全余量。按此規(guī)格實(shí)際裝料應(yīng)控制在φ2100mm×3400mm圓柱體積內(nèi)。每只軸承圈中軸承外圈直徑最大,按φ660mm估算一個(gè)平層內(nèi)擺7只,可發(fā)揮最大爐容。為保證高層碼垛時(shí)的穩(wěn)定性,每串碼垛中心設(shè)一中心導(dǎo)向立柱,如圖2所示。
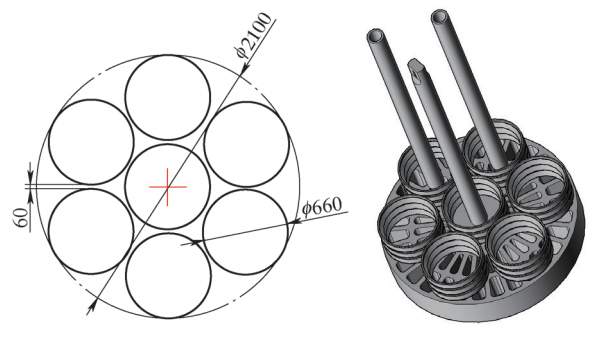
圖2 軸承外(內(nèi))圈裝爐方案
出于減輕工裝自重、熱處理加熱溫度下的剛度及市場(chǎng)采購(gòu)的考慮,中心導(dǎo)向立柱采用φ115mm、壁厚20mm的Q235厚壁管制造。料架主體在我單位MDR954(10t)料架的基礎(chǔ)上改裝。
二、單層托架的設(shè)計(jì)
1.軸承內(nèi)圈單層托架的設(shè)計(jì)軸承內(nèi)圈總高為213.4mm,考慮到熱處理加熱溫度下:①鋼鐵部件會(huì)有一定的膨脹量。②長(zhǎng)期使用的情況下工裝會(huì)變形從而導(dǎo)致料盤(pán)碼垛傾斜。因此,碼垛層之間必需預(yù)留一定的變形空間,但該尺寸不宜大,否則影響碼垛層數(shù),綜合考慮后確定中心托架的總高控制在255mm,這樣2只軸承圈之間有41.6mm的間隙,軸承圈與托架支壁的最小間隙還有21.6mm(見(jiàn)圖3),從而保證了碼垛安全。
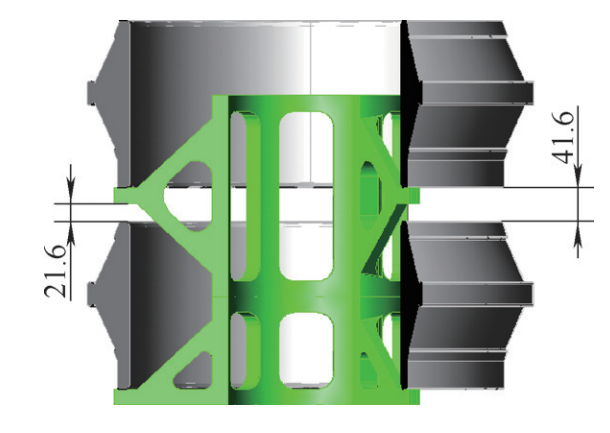
圖3 軸承內(nèi)圈碼垛示意
托架支臂形式有兩種方案供選擇,如圖4所示。兩種方案中:方案一力學(xué)結(jié)構(gòu)優(yōu)于方案二,并且在熱爐試驗(yàn)中方案二發(fā)生了較大尺寸的下垂變形,因此最終的設(shè)計(jì)選擇了方案一。
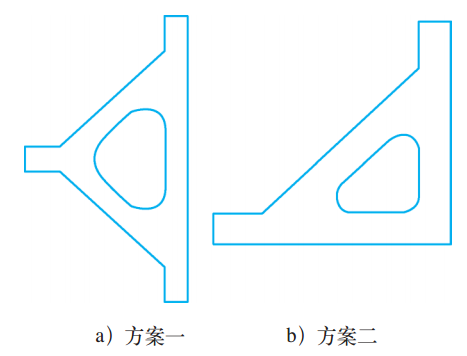
圖4 軸承內(nèi)圈單層托架支臂示意
中心環(huán)的主要作用是保持多層碼垛的穩(wěn)固性和承重。最初設(shè)計(jì)中心環(huán)時(shí)出于降低工裝自重的考慮,根據(jù)中心導(dǎo)向立柱外徑115mm確定:中心環(huán)內(nèi)徑130mm、壁厚20mm,如圖5a所示。在方案論證過(guò)程中,圖5a方案有兩個(gè)弊端:第一,中心環(huán)橫截面積太小,多層碼垛自身穩(wěn)定性不好,發(fā)生歪斜時(shí)中心立柱將承受巨大的側(cè)向負(fù)荷,高溫狀態(tài)下會(huì)加大中心導(dǎo)向立柱的彎曲變形,甚至發(fā)生傾倒。第二,托架支臂實(shí)際屬于一種單懸臂受力結(jié)構(gòu),負(fù)荷在懸臂的遠(yuǎn)端,這樣懸臂越長(zhǎng),同等負(fù)荷下下壓力矩會(huì)越大,從而高溫狀態(tài)下的下垂變形也會(huì)越大。因此,決定中心環(huán)內(nèi)徑加大到210mm,壁厚仍為20mm,如圖5b所示。據(jù)此,軸承內(nèi)圈單層托架的初步設(shè)計(jì)方案確定為:中心環(huán)內(nèi)徑210mm、壁厚20mm;托架支臂形式選擇圖4a方案;為減輕自重中心環(huán)側(cè)壁開(kāi)6個(gè)減重孔,這主要是因?yàn)?個(gè)托架支臂之間由于中心環(huán)圓周弧長(zhǎng)過(guò)長(zhǎng),所以減重孔開(kāi)成2個(gè),中間保留一個(gè)支撐肋。設(shè)計(jì)方案試裝成品如圖5c所示。


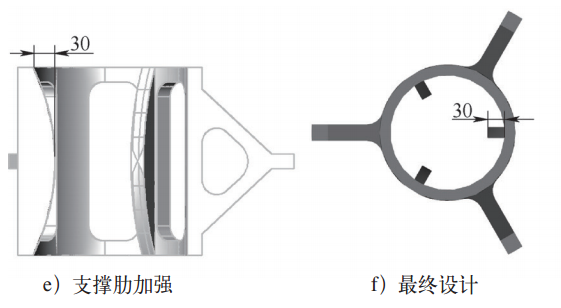
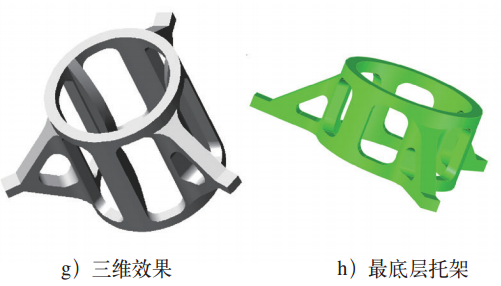
圖5 軸承內(nèi)圈單層托架中心環(huán)方案演變示意
圖5c方案在熱爐試裝期間發(fā)現(xiàn)兩個(gè)問(wèn)題:①支撐肋發(fā)生了較大的變形,如圖5d所示。②中心環(huán)內(nèi)徑過(guò)大,穩(wěn)定性比較好,但一旦發(fā)生歪斜,中心環(huán)保持穩(wěn)定作用不明顯。針對(duì)上述兩個(gè)實(shí)際出現(xiàn)的問(wèn)題,對(duì)圖5c方案結(jié)構(gòu)進(jìn)行了改進(jìn):將中心環(huán)的3個(gè)不帶托架支臂的支撐肋改為T(mén)形結(jié)構(gòu),向中心方向凸出30mm高的肋條,肋條沿縱軸方向設(shè)計(jì)為圓弧。該方案的改進(jìn)依據(jù)是:1)支撐肋高溫下變形較大主要是肋的強(qiáng)度不足,以及沿徑向肋橫截面形狀為簡(jiǎn)單矩形,彎、扭變形抗性較差,最終變形主要發(fā)生在3個(gè)不帶托架支臂的支撐肋上,變形主要表現(xiàn)為外鼓和扭傾。為了在加強(qiáng)肋條的同時(shí),盡量減輕肋條增重的影響,考慮將支撐肋的橫截面形狀改為T(mén)形截面,這樣可以使較小的截面獲得較好的支撐效果。2)主要對(duì)3個(gè)不帶托架支臂的支撐肋進(jìn)行加強(qiáng)。如圖5c、圖5e所示,帶托架支臂的支撐肋實(shí)際是一個(gè)三角穩(wěn)定結(jié)構(gòu),沿軸向傳遞的壓力一部分由縱向肋所承擔(dān),另一部分由交叉于一點(diǎn)的托架支臂承擔(dān),其承載力遠(yuǎn)高于托架支臂的支撐肋。實(shí)際試裝中,3個(gè)帶托架支臂的支撐肋也確實(shí)產(chǎn)少產(chǎn)生變形。3)3個(gè)不帶托架支臂的支撐肋改為T(mén)形結(jié)構(gòu),向中心方向凸出30mm高的肋條后,最小內(nèi)徑由210mm減小至150mm,而中心導(dǎo)向立柱外徑115mm,單邊間隙縮小至20mm以下,中心環(huán)沿徑向竄動(dòng)的尺度大為減小,從而提高了中心環(huán)沿徑向的穩(wěn)定效果。4)加強(qiáng)肋沿軸向設(shè)計(jì)成圓弧形,擴(kuò)大了中心環(huán)的入口尺寸,提高了中心環(huán)與中心導(dǎo)向立柱的導(dǎo)向性,方便了現(xiàn)場(chǎng)裝料。橫截面尺寸的縮減主要發(fā)生在中心環(huán)的端環(huán)部位,既不影響軸向強(qiáng)度,還有一定的減重效果。最終的設(shè)計(jì)如圖5e、圖5f所示,三維效果如圖5g所示,最底層托架采用平面坐底設(shè)計(jì),如圖5h所示。
如圖6所示,軸承外圈總高93.9mm,考慮到滲碳溫度下托架的膨脹量和長(zhǎng)期使用工裝的變形,碼垛層之間必需預(yù)留一定的變形空間,但該尺寸不宜大,否則會(huì)影響碼垛層數(shù)。綜合考慮后確定中心托架的總高控制在135mm,這樣兩個(gè)軸承圈之間有41.1mm的間隙,軸承圈與托架支壁的最小間隙還有約8mm,從而保證了碼垛安全。
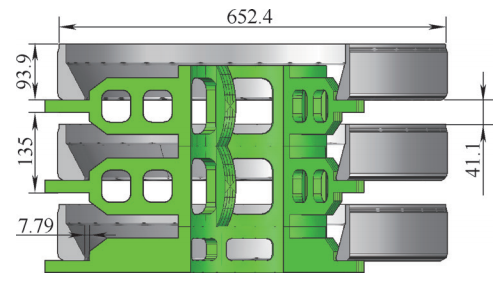
圖6 軸承外圈碼垛示意
軸承外圈托架整體設(shè)計(jì)思路與內(nèi)圈托架基本一致。據(jù)此,軸承外圈單層托架的設(shè)計(jì)方案確定為:中心環(huán)內(nèi)徑210mm、壁厚20mm;托架支臂形式采用矩形框架方案。長(zhǎng)邊中心增加一根加強(qiáng)肋,防止高溫下長(zhǎng)邊塌縮,同時(shí)還可提高抗彎性;為減輕自重,在中心環(huán)側(cè)壁開(kāi)6個(gè)減重孔,2個(gè)托架支臂之間因?yàn)橹行沫h(huán)圓周弧長(zhǎng)過(guò)長(zhǎng),所以減重孔開(kāi)成2個(gè),中間保留1個(gè)支撐肋。將中心環(huán)的3個(gè)不帶托架支臂的支撐肋改為T(mén)形結(jié)構(gòu),向中心方向凸出30mm高的肋條,肋條沿縱軸方向設(shè)計(jì)為圓弧。向中心方向凸出30mm高的肋條后,最小內(nèi)徑由210mm減小至150mm,而中心導(dǎo)向立柱外徑115mm,單邊間隙縮小至20mm以下,中心環(huán)沿徑向竄動(dòng)的尺度大為減小,從而提高了中心環(huán)沿徑向的穩(wěn)定效果。而加強(qiáng)肋沿軸向設(shè)計(jì)成圓弧形,擴(kuò)大了中心環(huán)的入口尺寸,提高了中心環(huán)與中心導(dǎo)向立柱的對(duì)中性,方便了現(xiàn)場(chǎng)裝料。橫截面尺寸的縮減主要發(fā)生在中心環(huán)的端環(huán)部位,既不影響軸向強(qiáng)度,還有一定的減重效果。最終設(shè)計(jì)的三維效果如圖7a所示,最底層托架采用平面座底設(shè)計(jì)如圖7b所示。
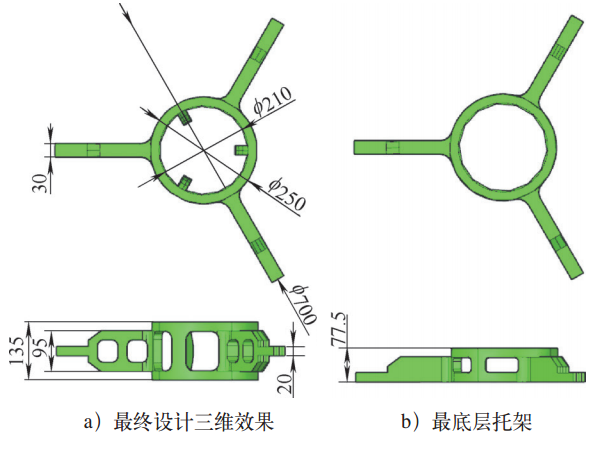
圖7 軸承外圈單層托架示意
三、整體裝爐方案設(shè)計(jì)
在單個(gè)軸承圈工裝設(shè)計(jì)方案確定以后,具體裝爐需結(jié)合每種爐型的實(shí)際有效區(qū)尺寸具體設(shè)計(jì)。設(shè)計(jì)原則是:充分發(fā)揮最大爐容,以提高效率;同時(shí)要控制總重,不能超過(guò)吊具負(fù)載限額。現(xiàn)以我單位450kW井式氣體滲碳爐裝爐方案的設(shè)計(jì)作一簡(jiǎn)要介紹。前已述及,450kW井式氣體滲碳爐實(shí)際裝料應(yīng)控制在φ2100×3400mm圓柱體積內(nèi)。水平直徑內(nèi),經(jīng)過(guò)計(jì)算,圓周方向軸承內(nèi)外圈間隔擺放,可擺放6只。中間圓心處如擺放軸承外圈,與圓周擺放的3個(gè)外圈最小間隔僅剩13mm,如用于滲碳過(guò)程,結(jié)合來(lái)料配裝,軸承在外圈比例較高時(shí),可以在中間圓心處擺放軸承外圈;如用于滲碳后的淬火過(guò)程,考慮每只軸承圈周邊溫度場(chǎng)的均勻性,建議在中間圓心處擺放軸承內(nèi)圈。平面擺放布置方案如圖8a所示,最大外圓直徑2040mm,沒(méi)有超出φ2100mm的最大限制。平面擺放布置方案的三維效果如圖8b所示。
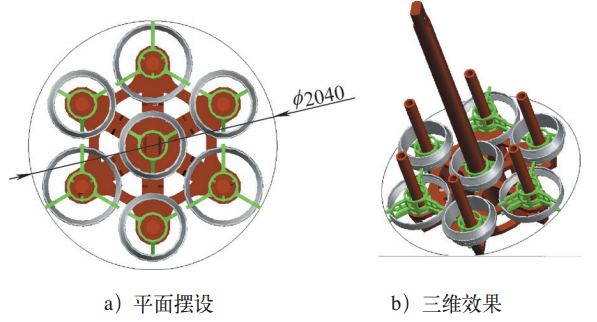
圖8 軸承圈混合裝爐平面布置方案
垂直方向總高限制在3400mm。由于450kW井式氣體滲碳爐爐型構(gòu)造的原因,有效加熱區(qū)對(duì)滲碳工件在爐膛內(nèi)擺放的位置有一定的限制;料架全載負(fù)荷接近10t,要求料架底座在滲碳溫度930℃下仍要保持一定的剛度。綜合考慮上述因素,料架底座全高定為330mm,料架立柱頂端尚需預(yù)留吊裝高度,因此工件有效擺放總高限制在2500mm。前已述及,為保證高層碼垛時(shí)的穩(wěn)定性,每串碼垛中心設(shè)一中心導(dǎo)向立柱,采用φ115mm、壁厚20mm的Q235厚壁管制造。這根中心導(dǎo)向立柱長(zhǎng)達(dá)2500mm,長(zhǎng)徑比接近22,在實(shí)際熱處理過(guò)程中產(chǎn)生嚴(yán)重的撓曲變形是毫無(wú)疑問(wèn)的。為了解決這一問(wèn)題,必須結(jié)合高度方向工件擺放問(wèn)題綜合考慮。由于采用單層托架多層碼垛的裝爐方案,熱處理過(guò)程中零件不承壓,處于自由擺放狀態(tài),托架高度是高于零件高度的,因此計(jì)算碼垛層高時(shí)可直接依據(jù)托架高度計(jì)算。設(shè)計(jì)完成的軸承內(nèi)圈托架總高255mm,最底層平面坐底托架總高137.5mm;軸承外圈托架總高135mm,最底層平面底座托架總高77.5mm。據(jù)此計(jì)算,工件有效擺放總高2500mm范圍內(nèi),總計(jì)可以碼垛軸承內(nèi)圈托架9層或軸承外圈托架18層。綜合考慮,如果9層軸承內(nèi)圈托架或18層軸承外圈托架分劃成三大層,每一個(gè)大層連同裝載的工件總高如圖9所示。
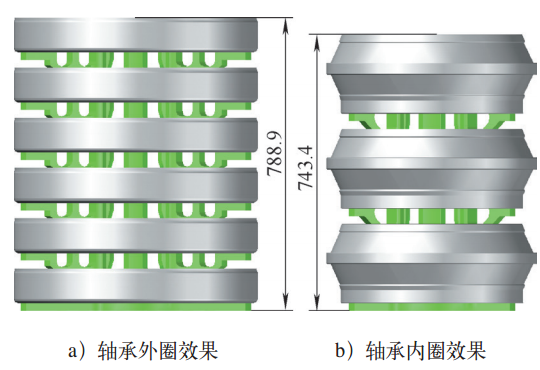
圖9 軸承圈大層工件總高示意
依據(jù)這一模式,高達(dá)2500mm的中心導(dǎo)向立柱也可以分成三段,每段800mm左右,長(zhǎng)徑比降至7,加上中心導(dǎo)向立柱采用管狀結(jié)構(gòu),反復(fù)使用過(guò)程中的變形問(wèn)題得到極大緩解。據(jù)此思路,在有效擺放總高2500mm范圍內(nèi),底層立柱直接焊在料架底座上,外露總高限制在800mm,上面兩層采用托盤(pán)連接結(jié)構(gòu)。托盤(pán)的結(jié)構(gòu)如圖10所示。采用一個(gè)大的底托作為承載平臺(tái),6根中心立柱焊在對(duì)應(yīng)的位置,底托下部對(duì)應(yīng)位置焊有一個(gè)限制下一級(jí)中心導(dǎo)向立柱自由變形的定位環(huán),其作用方式如圖10中局部放大的小圖所示。
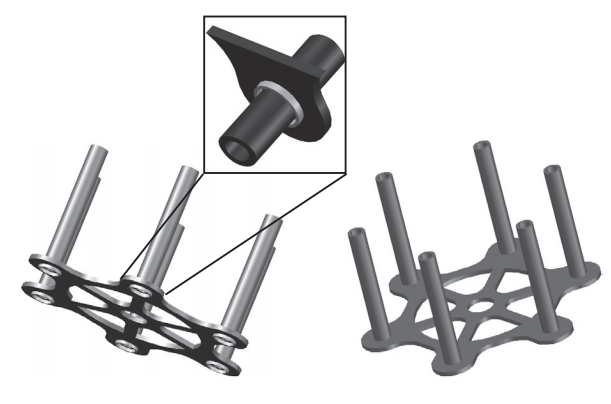
圖10 軸承圈大層托盤(pán)的結(jié)構(gòu)示意
關(guān)于圖9的說(shuō)明中已提及,每一個(gè)碼垛層中軸承內(nèi)圈和軸承外圈的碼垛高度是有差異的。為了彌補(bǔ)不同碼垛高度的差異,又設(shè)計(jì)了兩種托架高度補(bǔ)償座。針對(duì)軸承內(nèi)圈和軸承外圈的碼垛高度差異,墊上補(bǔ)償座后,軸承內(nèi)圈和軸承外圈的碼垛高度平面追平至810mm,高于中心導(dǎo)向立柱高度10mm。同時(shí),補(bǔ)償座外圈的下沿分別高于最上層軸承內(nèi)圈和軸承外圈的最大高度10mm和50mm,其作用方式如圖11所示。
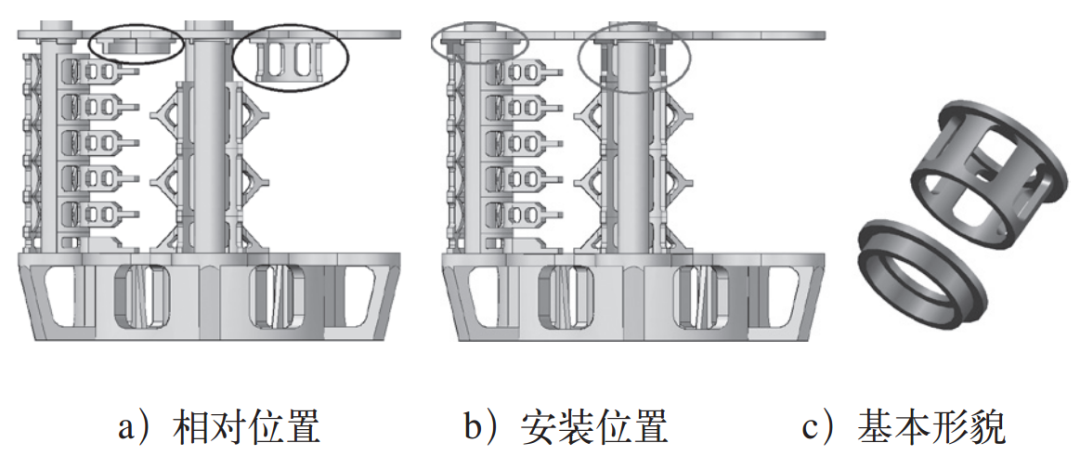
圖11中畫(huà)圈位置即為高度補(bǔ)償座,圖11a展示了高度補(bǔ)償座與其他的工裝軸向相對(duì)位置;圖11b展示了高度補(bǔ)償座安裝位置,圖中畫(huà)圈位置還同步展示了限制中心導(dǎo)向立柱自由變形的定位環(huán)與中心導(dǎo)向立柱的相對(duì)位置關(guān)系,以及中心導(dǎo)向立柱與上層托盤(pán)的相對(duì)位置關(guān)系,還展示了兩層托盤(pán)之間的相對(duì)位置關(guān)系;圖11c展示了兩種高度補(bǔ)償座的基本形貌。上層托架擺放時(shí),圓周方向可以提供6個(gè)支點(diǎn),加上料架中心柱的支點(diǎn),同一平面內(nèi)可以提供7個(gè)支點(diǎn)平衡載荷。沿中心立柱軸向,所有載荷均對(duì)應(yīng)在各自的中心軸線上,且載荷均由軸承內(nèi)圈托架和軸承外圈托架的中心環(huán)承擔(dān),最終載荷全部傳遞至料架底座承擔(dān),待處理工件和中心導(dǎo)向立柱均不承壓,且在高溫狀態(tài)時(shí)有足夠的線膨脹空間。
四、全負(fù)荷實(shí)裝樣例
本套熱處理工裝可以自由組成多種裝爐方式,適應(yīng)不同爐型,由于篇幅所限,不再逐一列舉。現(xiàn)僅以我單位450kW井式氣體滲碳爐為例作一簡(jiǎn)要說(shuō)明。本例以圖12平面擺放方案為基準(zhǔn),水平基準(zhǔn)圓內(nèi)可布內(nèi)圈4支、外圈3支;總爐容內(nèi)可容納內(nèi)圈36支、外圈54支;工裝總重4.613t,加上所處理工件,全料架總重9.294t。真實(shí)的全料架總重與這一理論計(jì)算全重誤差在200kg以內(nèi),考慮到這一范例是由將近300個(gè)各種工裝及工件搭配組成的,制造誤差是實(shí)際存在的,本范例的實(shí)裝結(jié)果達(dá)到了為生產(chǎn)實(shí)踐提供合理決策依據(jù)的目標(biāo)。
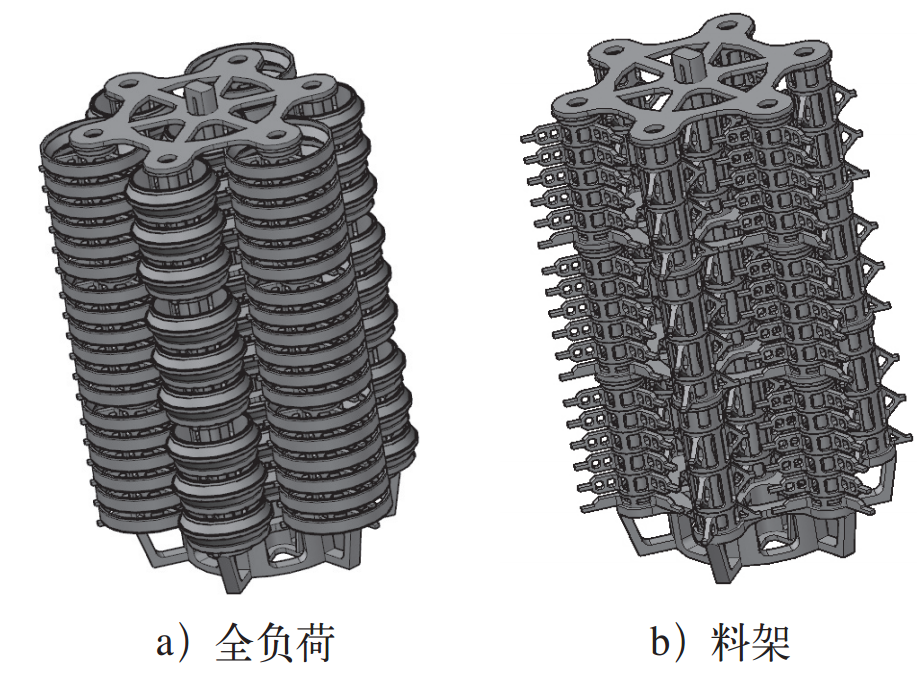
圖12 某軸承內(nèi)外圈全負(fù)荷實(shí)裝示意
五、結(jié)束語(yǔ)
該套軸承內(nèi)外圈的工裝在設(shè)計(jì)階段采用了計(jì)算機(jī)輔助設(shè)計(jì)。前期的方案論證、托架設(shè)計(jì)、料架設(shè)計(jì)、各類(lèi)預(yù)改進(jìn)等工作都采用3D方法在計(jì)算機(jī)輔助下進(jìn)行了充分的討論,然后才形成設(shè)計(jì)方案提交加工。該套工裝目前已使用近6年,處理數(shù)千套軸承內(nèi)外圈;另外,由于設(shè)計(jì)合理,工裝材質(zhì)沒(méi)有使用價(jià)格昂貴的耐熱鋼,而是采用普通20鋼由鑄造廠家生產(chǎn);使用多年后,報(bào)廢原因基本只是燒損,制造成本的經(jīng)濟(jì)性也十分明顯。圖13展示了托架使用多年后的燒蝕情況,可以看到并沒(méi)有發(fā)生明顯的開(kāi)裂、塌縮現(xiàn)象。
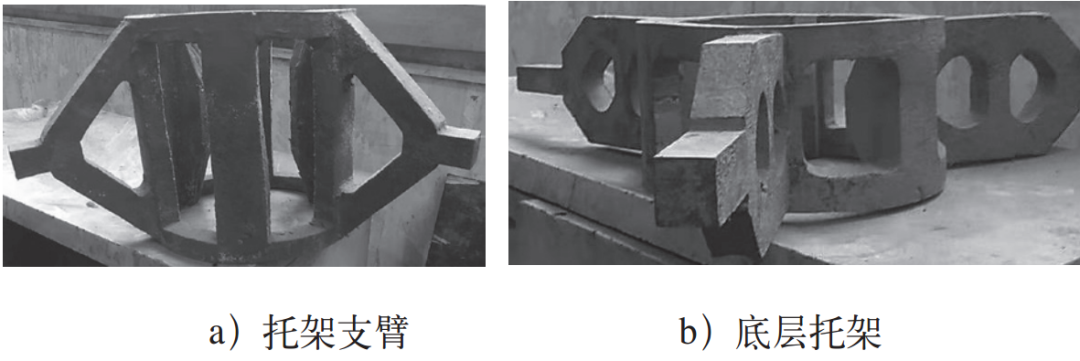
圖13 多次使用后的軸承圈托架
實(shí)踐證明,整套工裝方案設(shè)計(jì)合理,并已經(jīng)產(chǎn)生了明顯的經(jīng)濟(jì)效益,在熱處理工裝、夾具的設(shè)計(jì)過(guò)程中,引入3D的計(jì)算機(jī)輔助設(shè)計(jì)方法是十分有價(jià)值的。
參考文獻(xiàn):
[1] 成大先.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2004:18-140.
作者:劉志強(qiáng)、汪軍、郭敬強(qiáng),鄭州機(jī)械研究所有限公司
張?zhí)性W(xué)院
來(lái)源:《金屬加工(熱加工)》雜志2023年第9期70-74頁(yè)
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來(lái)自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")