
在焊接工藝制定時盡量采用左右交替焊法、對稱焊法、分段焊法等,具體原則為先內后外、先少后先短后長。焊接電流、電弧電壓等焊接參數也會影響到焊接變形,不銹鋼構件焊接時,隨著零件的增大,焊接電流也要變大,同時為了使焊件局部受熱更均勻,應對焊接電流進行嚴格控制,若焊接電流過小,會對焊接質量造成影響,若焊接電流過大,焊接變形很可能會比較嚴重。所以在焊接時就需要操作者根據零件材料的厚度和焊縫要求合理的調整焊接電流、電弧電壓等焊接參數。
焊接工藝 1)形狀簡單的小型零件。
比如焊接搭接方式為L型、T型或平面搭接零件,可以在零件下面焊道位置加墊銅板(8mm以上厚度),焊道位置下加墊銅板示意圖如圖1所示。由于銅板熱傳遞效率比鋼板的熱傳遞效率高,所以能夠快速的把焊接熱量帶走,減小零件的熱變形。如果零件的外形不是很平整或有凸起不便于與銅板緊密接觸,也可以使用吸水性較好的厚棉布或毛氈浸濕后墊在零件下面焊道位置,也可以有效的減小零件變形。
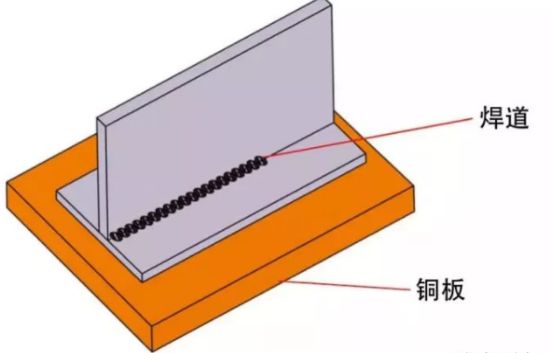
圖1 焊道位置下加墊銅板
2)形狀復雜或零件較大。
由于形狀復雜或沒有加墊銅板的空間,不能用上述方案解決問題,所以需要采用水冷法解決這個問題(圖2)。
水冷法一般分為兩種:
①噴淋冷卻法。在零件焊道的背面采用水流噴淋的方法降溫,這種方法適用于面積較大的零件,同時必須是T型或L型(需要調節水流角度)搭接方式的焊道,避免水流進入到焊道位置。此種方法的優點是冷卻效果好,便于批量生產,缺點是焊接條件要求較高(需要專用設備)、加工零件種類單一;
②濕沙冷卻法。對于平面搭接形式的焊道,由于不能保證水流不進入到焊道位置,所以不適用噴淋冷卻法。可以采用濕沙冷卻法:選擇大于焊接零件的容器盛滿沙子,注入清水至沙子完全浸透,焊接時將零件平放于濕沙上,使零件焊道背面位置充分與濕沙接觸,即可開始焊接。此種方法的優點是操作簡便,適用于各種復雜形狀的零件;缺點是不便于加工大型零件。
3:)厚板大型零件的焊接。
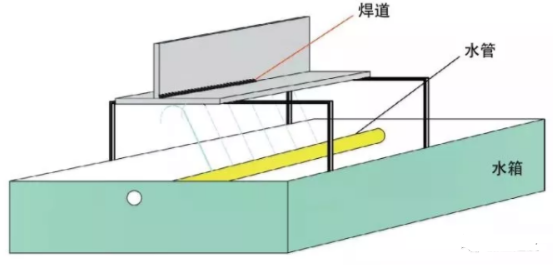
圖2 水冷法示意圖
一般是指6mm以上零件的焊接,此類零件焊接時由于零件較大,焊道較長、焊腳較高(熔池大、熱影響區大),所以焊接時會出現由于熱變形造成的彎曲變形,為解決這一問題,就需要從幾個方面入手:
①焊接時提前做好降溫措施(參考小型零件降溫方案);
②焊接預留變形量。由于大部分零件焊接時很難兩面同時對稱焊接或只要求在一側焊接,焊接時就會因為零件受熱不均勻形成彎曲變形,所以就需要根據零件的長度、材料厚度(焊腳高度)和形狀來提前朝變形的反方向彎度零件,用以抵消零件的焊接變形。這項操作需要經驗豐富的工程技術人員或技術工人根據經驗做出判斷,采用工裝卡具固定零件,首件加工完成后再根據實際效果做出微調。
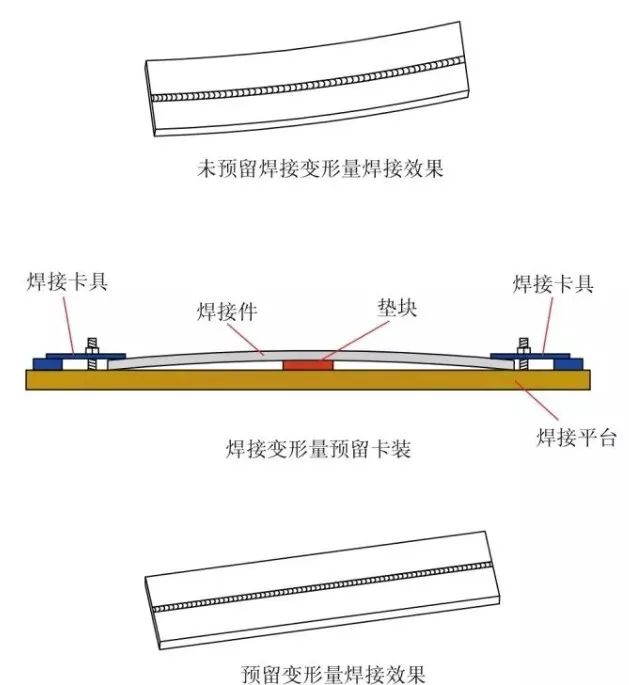
圖3 焊接預留變形量
零件焊接后的應力消除
不銹鋼零件相對于普通碳鋼零件焊接,不銹鋼導熱系數比碳鋼小、電阻大、膨脹系數也比碳鋼大,所以不銹鋼的熱傳遞慢、熱變形也會更大。即使零件加工完成后表面看起來變形不明顯,在接下來的運輸、使用過程中也會因為振動、敲擊或溫度變化而發生變化,直接影響零件的外觀、尺寸和使用效果,所以較大型零件特別是材料較厚(焊腳高度高、熔池大)、焊道較多的零件,在加工完成后一定要進行應力消除。
應力消除可采用自然時效和人工時效。自然時效一般應用于大型鑄件,不適用一般焊接零件,而且周期長,不便于工期控制;人工時效大致分為兩種,分為熱處理時效和振動時效。
熱處理時效是將零件加熱到550~650℃進行應力退火,這種方法比自然時效節省時間,效率高,但是一般工廠不具備加工條件,外協加工運輸成本增加,一般不被采用。
振動時效是工程材料常用的一種消除其內部殘余內應力的方法,是通過振動,使工件內部殘余的內應力造成的塑性變形得以減輕,從而達到消除應力的目的。工作原理是將一個具有偏心重塊的電機系統(激振器)安放在構件上,并將構件用橡皮墊等彈性物體支承,通過控制器起動電機并調節其轉速,使構件處于共振狀態。經20~30min的振動處理即可達到調整內應力的目的,一般累計振動時間不應超過40min。此方法對加工場地要求低、操作簡單,為大多數工廠采用。
經過人工時效處理后的零件結構更加穩定,不會因為外部環境的影響而發生結構和外觀的變化,為零件質量的穩定性提供了保障。
結束語
總之,焊接變形在不銹鋼焊接中是不可避免的,對不銹鋼構件的加工和實際使用有一定的影響。為了避免這些影響,就要從焊接工藝上多下功夫,包括焊接方法、工藝參數、順序、構件的定位與卡裝、焊后處理等,爭取把焊接變形控制到最小。在每個環節控制過程中,都需要工程技術人員與焊接操作工緊密配合,理論數據與實際情況相結合,合理地制定施工方案,因地制宜地對構件焊接變形進行全方位控制,才能制造出更加完美的產品。
來源:焊接之家
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)