
摘要:介紹了管子在冷態(tài)彎制時(shí)的變形情況,以及通過合理選擇芯棒及掌握其正確的使用方法,達(dá)到彎制出理想小半徑管件的方法。
鍵詞:應(yīng)力;芯棒;相對(duì)彎曲半徑;相對(duì)壁厚
一、引言
彎管技術(shù)廣泛應(yīng)用于鍋爐及壓力容器行業(yè),中央空調(diào)制造業(yè)、汽車工業(yè)、航空航天工業(yè)、船舶制造業(yè)等多種行業(yè),彎管質(zhì)量的好壞,將直接影響到這些行業(yè)的產(chǎn)品的結(jié)構(gòu)合理性,安全性、可靠性等。因此,為了彎制出高質(zhì)量的管件,就應(yīng)該掌握管件在不同工藝條件下的加工技巧。對(duì)于冷態(tài)彎管,合理選擇芯棒的形成及掌握其正確的使用方法非常必要。
二、工藝分析
在純彎曲的情況下,外徑為D、壁厚為S的管子受外力矩M的作用發(fā)生彎曲時(shí),中性層外側(cè)的管壁受拉應(yīng)力σ1的作用而減薄,內(nèi)側(cè)管壁受壓應(yīng)力σ2的作用而增厚(見圖1a)。同時(shí),合力F1和F2又使管子彎曲處的橫截面發(fā)生變形而成為近似橢圓形(見圖1b),內(nèi)側(cè)管壁在σ2的作用下還可能出現(xiàn)失穩(wěn)而起皺(見圖1c),為彎制出理想的管件,就應(yīng)采取相應(yīng)的措施來防止上述這些缺陷的產(chǎn)生,其中有芯彎管就是最常用的有效方法之一。
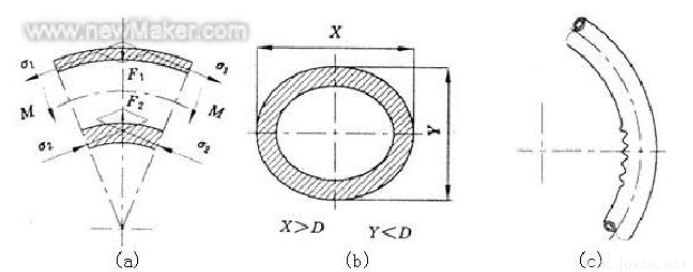
圖1管子彎曲時(shí)的受力及變形情況
(a)管子彎曲時(shí)的受力情況(b)管子彎曲時(shí)的截面變形(c)管子彎曲時(shí)的內(nèi)側(cè)失穩(wěn)起皺
所謂有芯彎管,就是當(dāng)被彎制的管子相對(duì)彎曲半徑R/D或相對(duì)壁厚S/D較小時(shí),為了獲得高質(zhì)量的管件,在管子被彎制過程中,在其內(nèi)部插入一根合適的芯棒,以防止管子彎曲時(shí)圓弧處出現(xiàn)變扁及起皺現(xiàn)象的方法(見圖2)。

圖2有芯彎管示意圖
1.彎管模盤2.芯棒頭3.防皺塊4.管子5.芯棒桿6.夾緊塊7.壓力導(dǎo)向模
三、彎管方式的選擇
一般來說,冷態(tài)彎管有兩種方式:一種為無芯彎管,一種為有芯彎管。對(duì)于在什么情況下采用無芯彎管,什么情況下采用有芯彎管以及在有芯彎管時(shí)選用何種芯棒,需要對(duì)彎制管件的相對(duì)彎曲半徑R/D及相對(duì)壁厚S/D、彎曲角度α數(shù)值的大小進(jìn)行分析之后來確定。R/D、S/D及α各值與彎管方式及芯棒形狀之間的相互關(guān)系如表1所示,彎管時(shí)參照此表可達(dá)到滿意的效果。
從表1可以看出,對(duì)于相同外徑D、壁厚S的管子,在彎制不同的圓弧半徑R時(shí),由于其相對(duì)彎曲半徑R/D、相對(duì)壁厚S/D以及彎曲角度α的不同,可分別選用下列方式進(jìn)行彎管:①無芯彎管、②使用硬式芯棒彎管、③使用軟式芯棒彎管等。當(dāng)R/D≥3、S/D≥0.05時(shí),采用無芯彎管即可;當(dāng)R/D≤2.5、S/D≥0.05或R/D≥3、S/D≥0.025時(shí),使用硬式芯棒可達(dá)到預(yù)期的效果;當(dāng)R/D與S/D兩者都較小而彎曲角度α較大時(shí),彎管過程中必須使用軟式芯棒。
表1
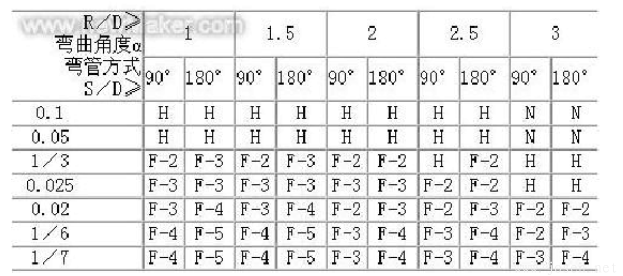
注:1.選擇虛線下面的方式進(jìn)行彎管時(shí),應(yīng)配防皺塊;2.N―表示可以不使用芯棒(即無芯彎管);3.H―表示可以使用硬式芯棒彎管;4.F―表示需使用軟式芯棒彎管,后面的數(shù)字為推薦的球節(jié)數(shù)。
四、芯棒的選用
芯棒的形狀是多種多樣的,對(duì)于具有不同相對(duì)彎曲半徑或相對(duì)壁厚的管件,以及對(duì)其加工要求的不同,應(yīng)選用不同的形狀芯棒。一般情況下,可將芯棒分為兩大類:一種為硬式芯棒(見圖3a、b、c),一種為軟式芯棒(見圖3d、e、f)
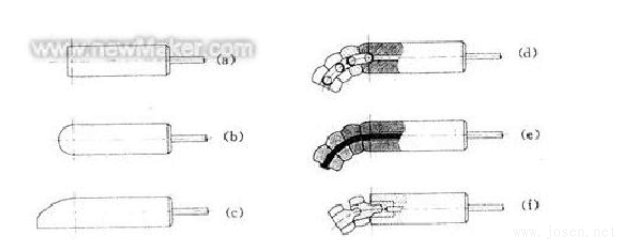
圖3芯棒的基本形狀
(a)圓柱芯棒(b)圓柱球頭芯棒(c)爪形芯棒(d)鏈?zhǔn)叫景?e)軟軸芯棒(f)球窩節(jié)芯棒
在選用硬式芯棒時(shí),由于圓柱形芯棒(或圓柱球頭芯棒)形狀簡單、制造方便、所使用場合比爪形芯棒更普遍;而在選用軟式芯棒時(shí),由于球窩節(jié)芯棒能夠多方撓曲,各球節(jié)之間是球面鉸接,能適應(yīng)各種變形,因此,在彎制薄壁或相對(duì)彎曲半徑較小的管件時(shí)經(jīng)常采用,同時(shí),選用球窩節(jié)芯棒還要根據(jù)不同的相對(duì)彎曲半徑、相對(duì)管壁厚度和彎曲角度考慮選用不同的球節(jié)數(shù),球節(jié)數(shù)目的多少可參考表1選取。若球節(jié)數(shù)少,則達(dá)不到預(yù)期的效果;球節(jié)數(shù)多,則制造困難且不便于管子穿入。對(duì)于R/D、S/D及α在表1所列各值之間的數(shù)值,可參照此表折衷取值來選取芯棒和確定彎管方式。
芯棒形狀選定后,還不能保證彎出高質(zhì)量的管件,芯棒與管子內(nèi)徑之間的間隙大小也是影響彎管質(zhì)量的重要因素。如果芯棒的球節(jié)直徑偏小,管子彎曲時(shí)圓弧內(nèi)側(cè)有可能產(chǎn)生波浪形皺折(見圖4A處),而且還可能起不到防止圓弧外側(cè)變扁的作用;直徑偏大或者球節(jié)外徑不夠光滑時(shí),會(huì)拉傷管壁,管子圓弧外側(cè)還有可能起鼓包甚至破裂。選擇合理的芯棒直徑及對(duì)其充分潤滑是保證彎管質(zhì)量不可缺少的要素。
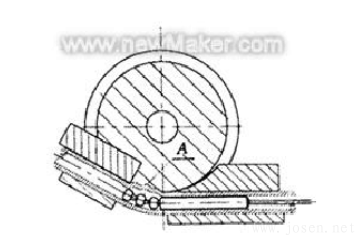
圖4球節(jié)直徑偏小時(shí)出現(xiàn)內(nèi)側(cè)起皺、外側(cè)變扁
芯棒直徑尺寸d可參照下列經(jīng)驗(yàn)公式選取:
d≈(0.94~0.98)D
式中d―芯棒直徑,mm
D―管子內(nèi)徑名義尺寸,mm
五、芯棒的正確使用
在芯棒形狀和尺寸大小確定之后,其插入管子開始彎曲處的位置尺寸e(見圖5)也是影響彎管質(zhì)量的一個(gè)不可忽視的因素。如果伸出靠前(e值太大),可能會(huì)擠裂管子外壁;如果插入不足,又起不到相應(yīng)的防變扁作用,圓弧內(nèi)側(cè)還可能起皺。

圖5芯棒插入到管子的位置尺寸
芯棒插入管子的初始位置尺寸e值可參照下式選取:
e≤(1/4~1/2)D
式中e―芯棒插入管子彎曲起始處的距離,mm
D內(nèi)―管子內(nèi)徑名義尺寸,mm
為彎出高質(zhì)量的管件,在按照上式選取e值后,應(yīng)先進(jìn)行試彎,根據(jù)試彎情況調(diào)整彎管方式及芯棒的形狀(對(duì)于球窩節(jié)芯棒還要考慮選取不同的球節(jié)數(shù)),調(diào)整芯棒至恰當(dāng)?shù)奈恢茫瑢?shí)驗(yàn)出同批次材料的回彈量并加以調(diào)整修正彎曲補(bǔ)償角 度,這樣所彎制出的管件其圓弧處的橫截面形狀基本沒有橢圓形。如果再配以防皺塊和助推裝置,可消除圓弧內(nèi)側(cè)管壁的波浪形皺折且可減少圓弧外側(cè)管壁的減薄量,從而達(dá)到彎制薄壁或小半徑管件的目的。
此外,在對(duì)方(矩)形鋼管進(jìn)行彎制時(shí),除模具及芯棒的截面形狀與圓形鋼管不同之處,其芯棒的選取使用及彎制方式基本相同。
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.youwin2019.com/Steel-Knowledge/gzltwzsdbxqkjxbdxzff.html
|