
對齒輪熱處理變形的各種影響因素做了一定的分析,指出齒輪類零件的熱處理變形主要受零件結構、材料、鍛造、機加工、熱處理工藝與設備等多方面因素的影響。
一、滲碳熱處理簡介
汽車中常用的軸和齒輪需經過鍛造、正火、機加工后,進行滲碳淬火和回火等工藝熱處理,得到淺表層為硬度較高的滲碳層、心部為具有良好綜合力學性能的組織,這些組織以及淬火后產生的殘余應力對軸和齒輪的力學性能有著決定性的作用。目前,滲碳熱處理在我公司應用普遍,也是較為成熟的一種熱處理工藝。滲碳的目的是為了得到高碳表面層,以及低碳的心部,以保證心部高塑性高韌性,表層高硬度,提高工件的硬度、耐磨性和疲勞強度。
二、熱處理變形淺析
1.影響熱處理變形的因素
在零件進行熱處理的同時,必然伴隨著形狀與尺寸的改變,這是組織應力、熱應力及重力的共同作用結果。組織應力與熱應力均為熱處理應力,組織應力是指熱處理過程各部位冷卻的不同時性引起的各部位組織轉變不同時所產生的應力,熱應力是由于工件各部分的溫度差異,導致熱脹冷縮不均勻而引起的應力。淬火時,零件主要發生兩種變形:幾何形狀的變形,主要為尺寸及形狀的變形,由淬火應力引起;體積的變形,主要為工件體積按比例脹大或縮小,是由相變時的比體積變化引起。
影響零件熱處理變形的因素很多,淬火過程只是釋放了零件的變形潛在應力,而這些變形潛在應力是整個零件加工過程中不斷累積的,可概括為材料的化學成分,鍛造過程中的鍛造溫度、鍛后冷卻速度,機械加工過程中的進給速率、進刀量、切削速度、裝夾方式,熱處理過程中的加熱速度、冷卻速度、加熱溫度等各個方面的因素。熱處理工序作為最后工序,其上游所有工序都會為零件熱處理變形埋下種子,因此研究熱處理變形不能單一地研究熱處理工藝本身,而應該著眼于零件結構、材料以及零件的所有加工工序。
2.退火工藝
將偏離平衡狀態的金屬加熱至較高溫度,保持一定時間,然后緩慢冷卻,以得到接近于平衡狀態組織的各種工藝方法,統稱為退火。退火的目的在于均勻化學成分、改善力學性能及工藝性能、消除或減小內應力,并為零件最終熱處理提供合適的內部組織。
3.完全淬火工藝
將亞共析鋼或其制件加熱到Ac3點以上溫度,保溫后以大于臨界冷卻速度的冷速冷卻,得到馬氏體組織,以提高強度、硬度及耐磨性的熱處理稱為完全淬火。
三、零件熱處理變形試驗實例
我公司生產一種齒輪類零件,簡圖及熱后機加工位置見圖1。該零件的工藝流程為下料→鍛造→正火→精車→滾齒→插內花鍵→剃齒→滲碳→淬火→回火→拋丸→磨棱→車端面及內孔。材料為8620RH,熱處理技術要求為:淬硬層深0.84~1.34mm,表面硬度58~63HRC,心部硬度30~45HRC,金相組織符合TES-003標準。

零件產量較大,采用串放式備料,其直徑大(219.2~219.45mm),壁厚較薄(27.05mm),且結構為不完全對稱,即B端面側為直徑小的內孔,而A端面側為直徑大的內花鍵,導致該類結構零件兩端面(A和B端面)的熱變形存在趨勢不一致的特點。
2016年底,該零件成品突發熱處理后B端面的跳動超差(工藝要求熱后端面跳動值≤0.06mm)的情況,進而造成鼓形量與齒向角度超差。對該批次中剩余的已完成鍛造、熱前機加工序的零件,通過在熱處理工序環節,進行臨時試驗、微調工藝,以最大程度控制熱變形量、減小零件不合格率。
1.零件原熱處理工藝
零件原先使用的熱處理設備為AICHELIN42工位環形轉底連續爐,集預氧化、滲碳、淬火、清洗、回火于一體。滲碳采用氮氣、甲醇為基礎氣氛,丙酮作為富化劑,按照氮—甲醇氣氛理論,供給比例為甲醇:氮氣=1L/h:1.1m3/h,CO含量值儀表設定20%。原熱處理工藝為:預氧化→滲碳→油淬→清洗、回火,工藝過程見圖2,原淬火工藝見表1。
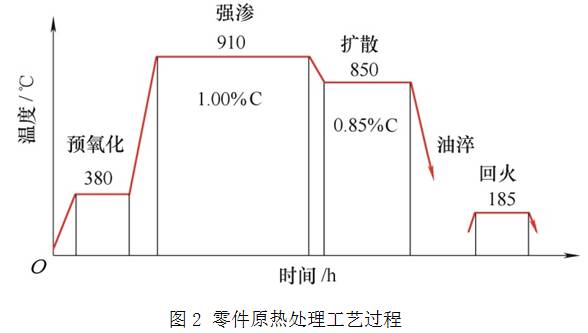
表1 原淬火油攪拌工藝參數

2.熱處理工序環節的臨時試驗、微調工藝及結果分析
(1)增加退火工序及結果分析
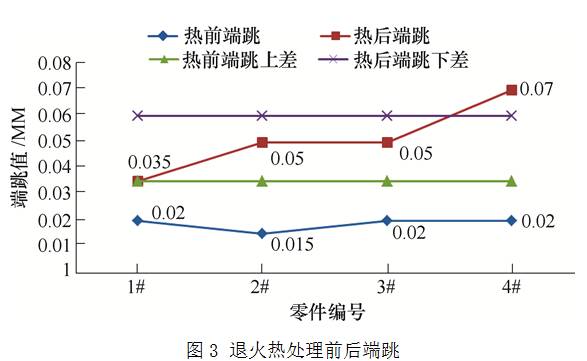
采用高溫回火爐退火,退火工藝設定為400℃保溫2h,隨爐冷卻至350℃后空冷,再進行滲碳淬火。對熱前和熱后的端跳值進行一一對應測量。
由圖3可知,退火滲碳零件端跳值的平均熱變形量為0.033mm,但是因試驗數據過少,僅作參考。
(2)調整淬火攪拌參數及結果分析
微調熱處理工藝參數的前提條件是確保零件達到圖樣要求的各項熱處理技術指標。對于一般的淬火工藝來說,最理想的狀態為零件在快攪速度的設定時間內完成馬氏體相變,而在接下來慢攪速度的設定時間內降低冷卻速度以減少其熱脹冷縮產生的變形,這樣才能在保證完成熱處理技術指標的同時最大程度地減小零件的熱變形量。將淬火快攪時間降至45s,淬火慢攪速度降至700r/min,調整后的淬火攪拌參數見表2。
表2 調整后的淬火攪拌參數

調整攪拌后,零件熱處理前后端跳測量結果如圖4所示,可知,零件使用調整淬火攪拌參數后的平均熱變形端跳量為0.057mm,小于使用原淬火攪拌參數的平均熱變形端跳量0.085mm。但是其大部分熱后端跳值超出工藝要求上差,其熱后端跳值標準偏差為0.015。

(3)增加退火工序+調整淬火攪拌參數及分析
基于上述兩種試驗(增加退火工序后熱變形端跳量小(0.033),而調整淬火攪拌參數熱后變形端跳量大(0.057)、離散性小(0.015)),將此兩種方法同時用于該批次零件,即零件先進行退火,后使用調整后的攪拌參數進行滲碳淬火,觀察零件的端跳熱變形量。
第一,使用高溫回火爐進行退火工序+調整淬火攪拌參數:使用高溫回火爐進行退火工序,然后采用調整淬火攪拌參數進行滲碳淬火工序,零件熱處理前后端跳測量結果如圖5所示,可知熱后端跳符合工藝要求,平均熱變形端跳量為0.034mm,熱后端跳標準偏差為0.018。

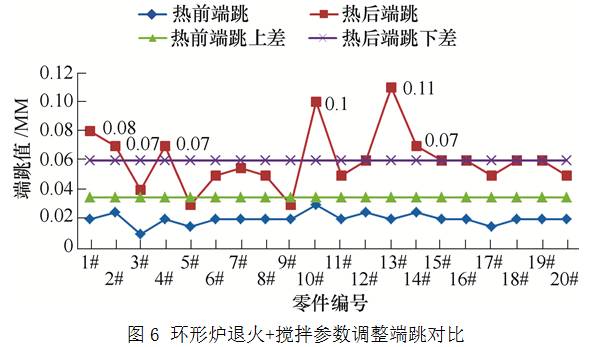
第二,使用環形爐進行退火工序+調整淬火攪拌參數:考慮到物流轉運問題,進一步優化熱處理工序,在環形爐預氧化區進行退火工序,按照退火工藝要求,在400℃保溫2h后進入主爐滲碳,同時調整攪拌參數。零件熱處理前后端跳測量結果如圖6所示,可知熱后端跳符合工藝要求,平均熱變形端跳值為0.036mm,熱后端跳標準偏差為0.017。
對以上4種微調工藝與原工藝及其熱變形結果進行對比,可知僅調整淬火攪拌參數補救工藝的熱后端跳值較大,大于增加退火+調整淬火攪拌參數的工藝類型,選用后類補救工藝類型,從生產現場的可行性考慮,環形爐預氧化區退火+攪拌參數調整的工藝類型優于高溫回火爐退火+攪拌參數調整的工藝類型,如表3所示。
采用最優化補救工藝:環形爐預氧化區退火+攪拌參數調整,對該批次剩余零件進行生產,零件的不合格率由突發時的30%降至6%,大幅度降低了不合格率,為公司有效地降低了經濟損失。
表3 試驗工藝較原工藝對生產情況的影響

四、結語
機加后滲碳淬火前增加退火工序、配合調整淬火攪拌參數能有效改善零件的熱處理變形,為之后類似問題提供了可行的補救工藝。但零件的熱處理變形并不是只靠熱處理工藝調整就能完全解決,熱前各工序對最終熱處理的變形都會造成一定的影響,最終產品符合性需要各工序共同協調,相互配合,尋找合適的工藝,以提高零件的合格率,保證產品質量。

| |