
一、高鉻鑄鐵的熔煉
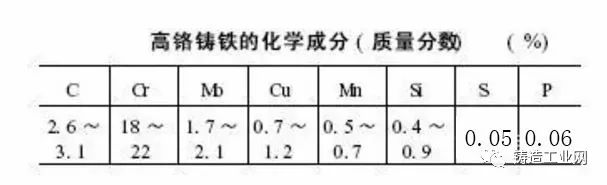
1. 高鉻鑄鐵化學(xué)成分( 見下表)
2. 原料要求
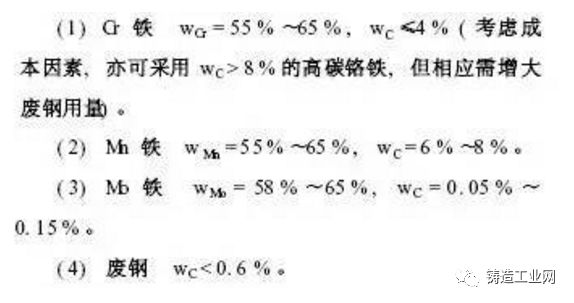
另外, 還需工業(yè)純銅和廢舊電極塊( 用于調(diào)整碳含量) 等。
3. 熔煉工藝要求
( 1) 出爐溫度 高鉻鑄鐵的熔點(diǎn)比一般鑄鐵高, 約為1200 ℃, 出爐溫度約為1500 ℃, 熔煉選用中頻感應(yīng)電爐。
( 2) 爐襯 采用酸性或堿性爐襯均可, 爐襯的配比、打結(jié)、烘干和燒結(jié)均按常規(guī)工藝進(jìn)行。
( 3) 裝料 一般按正常順序加料, 先將灰生鐵、鉬鐵等難熔鐵合金裝入爐底, 而后將廢鋼等按照下緊上松的原則裝填( 有助于塌料) 。
( 4) 送電熔化 將電爐功率調(diào)至最大進(jìn)行熔化, 由于Cr 的熔煉損耗較大( 約5 % ~15 %) , 故鉻鐵應(yīng)在最后加入, 通常是待廢鋼全部熔化后加入烤紅的鉻鐵。
( 5) 脫氧 待金屬爐料全部熔化并提溫至1480 ℃后, 再加入錳鐵、硅鐵及鋁進(jìn)行脫氧。
( 6) 澆注 在中頻感應(yīng)爐中熔化, 溫度不必太高,溫度達(dá)到1480 ℃時(shí)即可出爐, 鐵液在包內(nèi)應(yīng)停留一段時(shí)間進(jìn)行鎮(zhèn)靜, 視工件大小不同可在1380 ~1410 ℃之間進(jìn)行澆注。
二、生產(chǎn)工藝要點(diǎn)
(1) 高鉻鑄鐵鑄造性能較差, 其熱導(dǎo)率低, 塑性差, 收縮量大, 且有大的熱裂和冷裂傾向, 在鑄造工藝上要將鑄鋼和鑄鐵的特點(diǎn)結(jié)合起來考慮, 必須充分注意鑄件的補(bǔ)縮問題, 其原則與鑄鋼件相同( 采用冒口和冷鐵, 且遵循順序凝固原理) 。由于合金中鉻含量高, 易在鐵液表面結(jié)膜, 所以看起來鐵液流動(dòng)性差, 但實(shí)際上流動(dòng)性較好。
( 2) 造型宜采用水玻璃硅砂等強(qiáng)度高且透氣性好的砂型, 涂料應(yīng)采用耐火度高的高鋁粉或鎂粉與酒精混合拌制。另外, 為獲得細(xì)晶粒組織和好的表面質(zhì)量, 在鑄件外形不太復(fù)雜的情況下, 金屬型鑄造也被廣泛采用。
( 3) 高鉻鑄鐵的收縮量與鑄鋼相近, 模樣制作上其線收縮率可按1. 8 % ~2 % 進(jìn)行計(jì)算。在砂型制作上, 其冒口大小可按碳鋼的規(guī)定進(jìn)行計(jì)算, 而澆注系統(tǒng)則按灰鑄鐵計(jì)算, 但需把各截面積增加20 % ~30 % 。澆冒口的選擇應(yīng)注意兩個(gè)方面: 一是要保證鑄件工作帶( 使用部位) 的質(zhì)量; 二是要盡量提高鑄件的成品率。
( 4) 由于高鉻鑄件的冒口不易切除, 因此造型時(shí)在冒口形式上宜采用側(cè)冒口或易割冒口。
( 5) 在具體零件的鑄造工藝設(shè)計(jì)上, 要注意不能讓鑄件出現(xiàn)受阻收縮, 以免造成開裂。另外, 澆注后開箱溫度過高也極易造成鑄件開裂, 540 ℃以下的緩冷是十分必要的, 應(yīng)使鑄件在鑄型中充分冷卻, 然后再開箱清砂, 或開箱后先勿清砂而堆在一起( 鑄件、澆冒系統(tǒng)等) 圍干砂緩冷。開箱周圍環(huán)境必須保持干燥, 不得潮濕有水, 否則極易造成鑄件裂紋。
( 6) 澆注溫度要低, 有利于細(xì)化樹枝晶和共晶組織, 而且可避免出現(xiàn)因溫度過高而造成的收縮過大及表面粘砂等缺陷。澆注溫度一般比其液相線( 1290 ~1350 ℃) 高55 ℃左右, 輕小件一般控制在1380 ~1420 ℃,壁厚100mm以上的厚重件控制在1350 ~1400 ℃。
三、高鉻鑄鐵的熱處理
1. 退火
由于高鉻制品其鑄態(tài)硬度較高, 為改善工件的機(jī)械加工性能, 所有毛坯必須進(jìn)行必要的軟化退火處理。
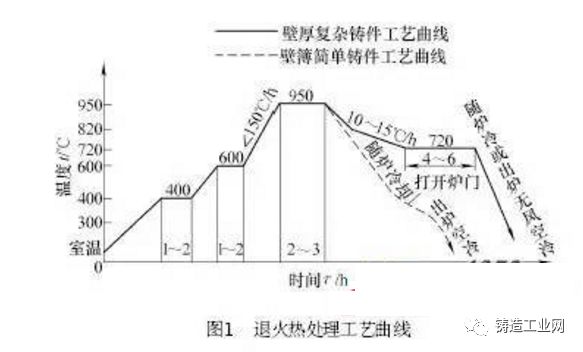
具體工藝( 工藝曲線見圖1 , 以壁厚不超過100mm且外形較復(fù)雜鑄件為例) 如下。
首先將需處理工件在室溫下裝入熱處理爐, 然后隨爐緩慢升溫至400 ℃ 左右進(jìn)行保溫1 ~2h, 隨后將爐溫升至600 ℃再進(jìn)行保溫1 ~2h, 之后以不超過150 ℃/ h的溫升速度, 將爐溫快速升至950 ℃后進(jìn)行2 ~3h 的保溫, 而后停止加熱, 待爐溫自然降至820 ℃ 左右, 此后可控制電爐以10 ~15 ℃/ h 的溫降速度將爐溫降至700 ~720 ℃, 并在此溫度保溫4 ~6h ( 工件越厚其保溫時(shí)間應(yīng)越長) 后停爐, 工件可視情況隨爐冷卻或出爐置于靜止的空氣中冷卻至室溫( 以獲得珠光體基體, 滿足性能要求, 便于切削加工) 。
具體生產(chǎn)中, 若所處理工件形狀較為簡(jiǎn)單, 也可采用較快速的退火工藝, 即在溫升至950 ℃并保溫3h 后停爐, 之后可隨爐冷卻至400 ℃ 左右, 然后打開爐門, 繼續(xù)冷卻至300 ℃以下, 工件即可出爐空冷。
工件退火后可進(jìn)行機(jī)械加工, 由于高鉻白口鑄鐵在淬火過程中尺寸變化比鑄鋼和灰鑄鐵小的多, 一般無須矯正尺寸, 對(duì)于按工藝要求需磨削加工的工件所留磨削量也可很小。
2. 淬火
將機(jī)械加工后的工件室溫裝爐, 以小于80 ℃/ h 的溫升速度將爐溫升至600 ℃ ( 若工件較厚或形狀較復(fù)雜,可在溫升至300 ℃、400 ℃、500 ℃、600 ℃ 時(shí)分別給予0. 5h 的保溫) , 之后以不超過150 ℃/ h 的溫升速度將爐溫升至淬火溫度950 ~980 ℃后進(jìn)行保溫, 保溫時(shí)間為2~4h ( 視工件厚薄不同保溫時(shí)間有所差別, 越厚保溫時(shí)間越長) , 而后將工件快速出爐進(jìn)行空冷, 若遇環(huán)境氣溫較高, 淬火時(shí)應(yīng)輔以強(qiáng)風(fēng)和水霧噴灑, 以強(qiáng)化冷卻,淬火工藝曲線如圖2 所示。
3. 回火
為降低鑄件殘余應(yīng)力和脆性, 并保持其淬火得到的高硬度和耐磨性, 同時(shí)也使馬氏體得以回火, 以及殘余奧氏體有所減少, 應(yīng)對(duì)淬火后的工件再進(jìn)行230 ~260 ℃的回火處理。具體工藝為: 將工件在室溫狀態(tài)下裝爐, 再升溫至230 ~260 ℃, 保溫3 ~6h, 之后出爐空冷。
四、高鉻合金鑄鐵的性能
(1) 其硬度性能在鑄態(tài)時(shí)為50 ~54HRC, 退火后為38 ~43HRC, 淬火后為60 ~67HRC。硬度隨碳含量變化而變化, 低碳時(shí)韌性好而硬度低, 適用于沖擊載荷較大的場(chǎng)合; 高碳時(shí)硬度也稍高, 適用于沖擊載荷較小的場(chǎng)合, 表現(xiàn)出良好的耐磨性。
( 2) 高鉻白口鑄鐵密度為7. 6 ~7. 7g / cm3 。
( 3) 其線收縮率為1. 8 % ~2. 0 % , 體收縮率7. 5 %~8. 0% , 在1400 ℃時(shí)流動(dòng)性為300 ~500mm。
五、結(jié)語
( 1) 根據(jù)高鉻鑄鐵性能特點(diǎn), 合理制定熔煉工藝,以滿足基體組織要求。
( 2) 熱處理是獲得合格高鉻鑄鐵的必要手段, 因此制定合理的熱處理工藝顯得十分重要。
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.youwin2019.com/Steel-Knowledge/CrHeJin.html
|