
齒輪傳動件高頻淬火變形且有裂紋,試試離子滲氮工藝?
目前,我公司推土機用齒輪傳動件采用高頻淬火得到表面硬化層,該工藝易造成工件表面裂紋,工件變形大,嚴重影響后續裝配配合。離子滲氮工藝是應用廣泛的一種表面化學熱處理技術,可以顯著提高鋼鐵制件的表面硬度、耐磨性、疲勞強度及抗腐蝕能力,工件表面無氧化、變形小。而且污染小,節約能源和氣源。
本文通過研究離子滲氮工藝參數對42CrMo材料滲氮層性能的影響,掌握了42CrMo傳動件離子滲氮工藝規律和特點,以期改善現有工藝變形大、裂紋的現狀,節約生產成本。
1.工藝參數的確定
影響離子滲氮工藝參數主要有滲氮溫度、滲氮壓力和滲氮保溫時間,針對工件齒數多、齒形密、齒較薄的特點,以及42CrMo材料本身的特性,設定工藝參數如表1所示。
表1 42CrMo滲氮工藝
參數 | 升溫時間/h | 滲氮溫度/℃ | 保溫時間/h | 滲氮壓力/Pa |
要求 | 10 | 520 | 20 | 280~300 |
2.過程記錄
試驗中設備整體控制平穩,通過圖1過程記錄可以看出,在保溫階段工藝參數穩定。圖2為工件滲氮照片。
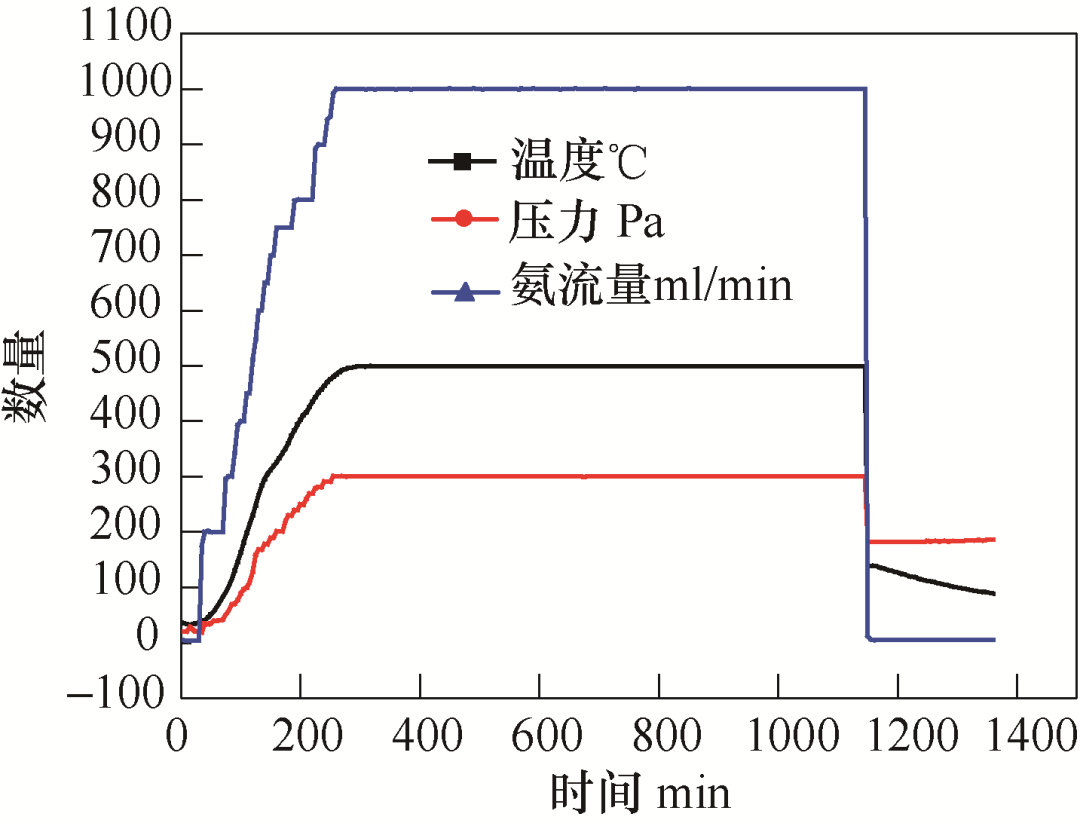
圖1 滲氮參數記錄曲線

圖2 工件滲氮照片
3.檢測結果
(1)表面硬度
在300g和1000g檢測壓力下,表面硬度均符合圖樣要求。
表2 表面硬度檢測結果
檢測壓力 | 表面硬度 | ||
HV0.3 | 769 | 735 | 761 |
HV1 | 677 | 682 | 666 |
(2)硬化層深度
根據圖3硬化層梯度檢測結果見圖4,齒頂滲氮層達到0.55mm,齒根達到0.45mm。

圖 3

圖4 齒頂、齒根滲氮層硬度梯度
(3)滲氮層組織
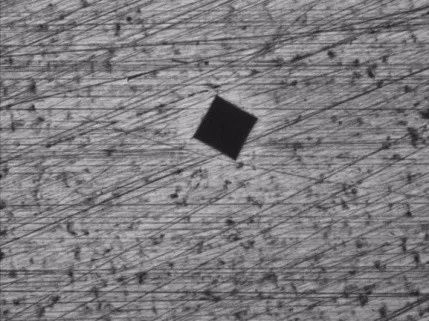
從圖5金相組織看出,滲氮層白亮層厚度為10μm,疏松級別1~2級。
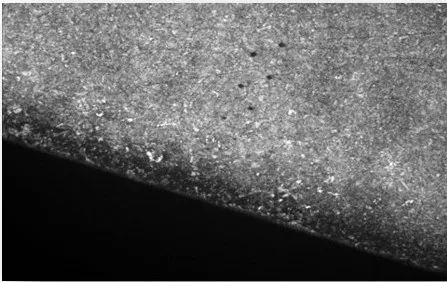
圖5 滲氮層金相組織 100×
(4)滲氮層脆性狀況
從圖5脆性檢測壓痕來看,邊角無塌陷,脆性情況達到1級
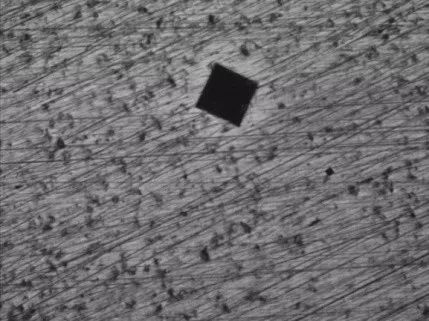
(a)
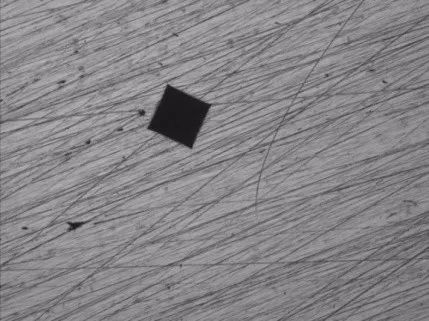
(b)
(c)
圖6 滲氮層脆性檢測
4.局部防滲處理
采用離子滲氮專用涂料進行了試驗,通過試塊檢測,防滲面硬度沒有增加,加工情況良好,驗證了防滲涂料的有效性。圖6為工件涂料情況。

圖7 工件防滲涂料
5.結語
對推土機42CrMo材料傳動件采用離子滲氮工藝試驗后,各項檢測結果符合要求,工件畸變符合裝配要求。后續采用表面離子滲氮替代高頻淬火,可改善現有工藝變形大、裂紋的現狀,節約生產成本。另外,采用離子滲氮,污染小,環境友好。
作者:陳云龍、殷延明、王忠、王剛、孫葉
單位:山推工程機械股份有限公司
來源:《金屬加工(熱加工)》雜志
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)