
鍛造余熱淬火屬于高溫形變熱處理,鍛件成形后,直接在一定溫度下投入淬火冷卻介質冷卻以獲得淬火組織,并在合適溫度下回火,實現(xiàn)代替調質熱處理,可省去一次淬火加熱工序。余熱淬火處理的鍛件不僅具有優(yōu)良的綜合力學性能,而且成本降低,效率提高。我公司經(jīng)過不斷探索,目前已在鏈軌節(jié)等履帶部件產(chǎn)品上廣泛采用余熱淬火工藝,在實際生產(chǎn)應用中取得顯著成果。本文主要針對余熱淬火工藝質量情況及控制要點進行了介紹。

1.產(chǎn)品介紹
鏈軌節(jié)為工程機械履帶關鍵部件,見圖1,材質為35MnB材料,每年生產(chǎn)約1000萬件。鏈軌節(jié)最厚處為附圖中A-A位置。
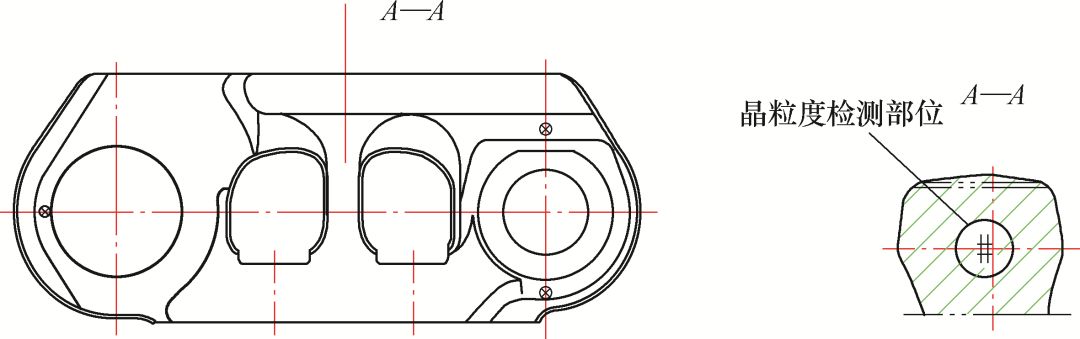
鏈軌節(jié)簡圖
余熱淬火生產(chǎn)工藝流程為:下料→中頻加熱→鍛造→切邊沖孔→直接淬火→回火→探傷。
2.余熱淬火工藝質量情況
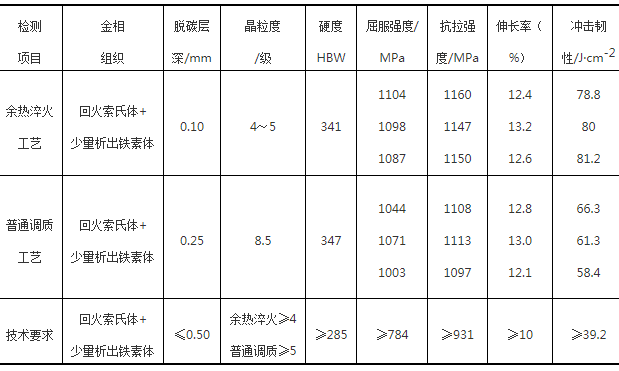
余熱淬火后,鏈軌節(jié)各項檢測結果都能滿足技術要求。為表征余熱淬火工藝的質量狀況,我們與傳統(tǒng)調質處理的產(chǎn)品質量進行了對比,見表1。
從結果對比來看,兩種工藝下均得到回火索氏體組織。雖然余熱淬火晶粒度要粗于普通調質工藝,但力學性能特別是沖擊韌性要明顯優(yōu)于普通調質工藝。
鍛造棒料在高形變速率和形變量作用下,晶粒得到細化,位錯密度增值率大大提高,產(chǎn)生大量位錯纏結,形成位錯遺傳,小角晶界增多。這也是為什么一般顯微鏡下觀察的晶粒度差的條件下,反而力學性能并沒有降低的原因。所以,在制定余熱淬火件的檢查標準時,晶粒度指標要區(qū)別對待。
表1 余熱淬火工藝與普通調質工藝檢測結果對比
另外,由表2可見,在鏈軌節(jié)踏面最厚處,普通調質處理的布氏硬度值相差大于20HBW,而余熱淬火處理的截面布氏硬度值則小于15HBW。從硬度均勻性方面說,余熱淬火工藝要好于普通調質工藝。
表2 截面硬度分布情況對比
余熱淬火工藝 | 普通調質工藝 | |||
序號 | 壓痕直徑/mm | HBW | 壓痕直徑/mm | HBW |
1 | 3.30 | 341 | 3.27 | 347 |
2 | 3.31 | 339 | 3.30 | 341 |
3 | 3.28 | 345 | 3.35 | 331 |
4 | 3.30 | 341 | 3.40 | 321 |
5 | 3.33 | 335 | 3.37 | 326 |
3.余熱淬火工藝質量控制要點
根據(jù)產(chǎn)品形狀及材料特征,在實施余熱淬火過程中,重點控制以下質量要點。
(1)原材料控制。原材料的質量嚴重影響產(chǎn)品質量的穩(wěn)定,包括化學成分、低倍、偏析等。要求對原材料每個爐號進行入廠理化檢測,確保原材料的質量穩(wěn)定。
(2)選擇合理加熱溫度并實施嚴格的溫度控制。為避免棒料晶粒度的迅速長大,務必選擇合適的始鍛溫度,并嚴格控制棒料的重復加熱次數(shù)。在中頻加熱爐出口和淬火入油口安裝紅外測溫及分選裝置,保證溫度在要求范圍。
(3)淬火介質的選擇。我公司選用好富頓快速淬火油,采用特殊設計噴淋機構,實現(xiàn)工件的淬透,防范了開裂風險。通過循環(huán)換熱,實現(xiàn)油溫的有效控制。
(4)淬火后及時回火,超過規(guī)定時間報廢處理。
目前,我公司已具備鍛造余熱淬火線12條,每年采用該工藝處理的鍛件超過2.5萬t,可減少電能消耗1000萬kWh,生產(chǎn)流程簡化,取得良好的綜合效益。后續(xù)將逐步進行其他底盤鍛造件的余熱淬火工藝推廣應用。
作者:陳云龍,黃靜華,馬強,殷延明,陳兆杭
單位:山推工程機械股份有限公司
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創(chuàng),版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)