
摘要
通過熱沖壓(也稱為沖壓硬化)來生產(chǎn)具有所需性能的高強(qiáng)度鋼構(gòu)件需要深入了解和控制成型過程。從而根據(jù)不同的工藝參數(shù)及其交互作用,使最終零件的性能變得可預(yù)測和可調(diào)整。除了常規(guī)的冷成型參數(shù)之外,熱和微觀結(jié)構(gòu)等參數(shù)使得熱沖壓過程的機(jī)械性能變得更加復(fù)雜。這些參數(shù)是解釋物理現(xiàn)象必不可少的。
在這篇文章中,對熱沖壓中的熱,機(jī)械,微觀結(jié)構(gòu)和技術(shù)領(lǐng)域的最新狀況進(jìn)行了綜述。研究所有工序后,從半成品加熱到熱沖壓空各個過程都進(jìn)行了描述。對現(xiàn)有研究結(jié)果進(jìn)行調(diào)查顯示,在整個過程中的成形相轉(zhuǎn)變,連續(xù)流變行為,都和機(jī)械性能以及幾何形狀相關(guān)。形成的一些差距,主要和相變,連續(xù)流動行為的領(lǐng)域,機(jī)械和幾何形狀之間的部分性質(zhì)的相關(guān)。這些和先進(jìn)工藝的工業(yè)應(yīng)用都有一些差距。該論述的目的是提供一個成型過程背景,并展示熱沖壓領(lǐng)域的巨大潛力。
1.引言
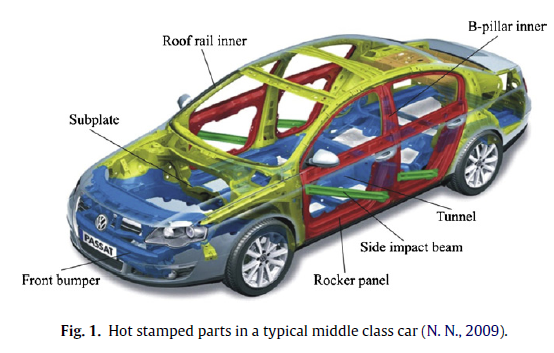
鑒于汽車的輕量化,安全化和抗沖擊性能,對于高強(qiáng)度汽車機(jī)構(gòu)鋼板的需求日益明顯。瑞典公司熱沖壓專利及其發(fā)展(1977年專利),被用于一些刀具刃上。1984年Saab汽車公司是第一家采用硬化硼鋼板制作了Saab9000的汽車制造商。生產(chǎn)的零部件從1987年的的300萬件/年到1977年的800萬件/年。自從2000年起,更多的熱沖壓零部件被用于汽車上,并且年生產(chǎn)量在2007年已達(dá)到1億多件。熱沖壓件在汽車工業(yè)的應(yīng)用比如說汽車底盤,像A柱,B柱,保險杠,車頂縱梁和管道,如圖1。
目前熱沖壓存在兩種途徑:直接和間接熱沖壓方法。在直接熱沖壓中,半成品被加熱,再轉(zhuǎn)移到?jīng)_壓,隨后在閉式模具內(nèi)成型和淬火。見圖2a。
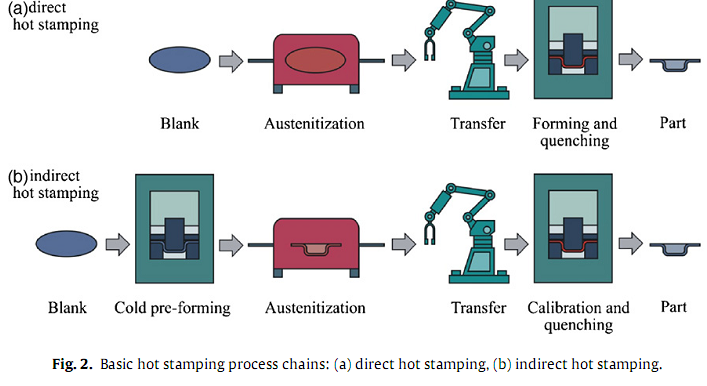
間接熱沖壓的特征是使用一個接近完整的預(yù)成型的冷模,這僅用于淬火和奧氏體化后沖壓的標(biāo)準(zhǔn)使用。見圖2b。材料中完全馬氏體轉(zhuǎn)變引起應(yīng)力強(qiáng)度達(dá)到1500MPa。
本文回顧了熱沖壓的很多研究。這將從描述用于熱沖壓的工件材料開始。然后,描述熱沖壓過程中的重點。最后,展示了熱沖壓后零部件的一些工藝以及裁、修改特性。本文不僅包括了大量的實驗還包括了熱沖壓領(lǐng)域的許多研究。
2.材料與涂層
Naderi對于超高強(qiáng)度鋼的研究顯示,使用水冷裝置進(jìn)行熱沖壓之后,只有22MnB5,27MnCrB5,37MnB4這樣的硼合金鋼(表1)是唯一能得到完全馬氏體組織的鋼種(Naderi, 2007)。
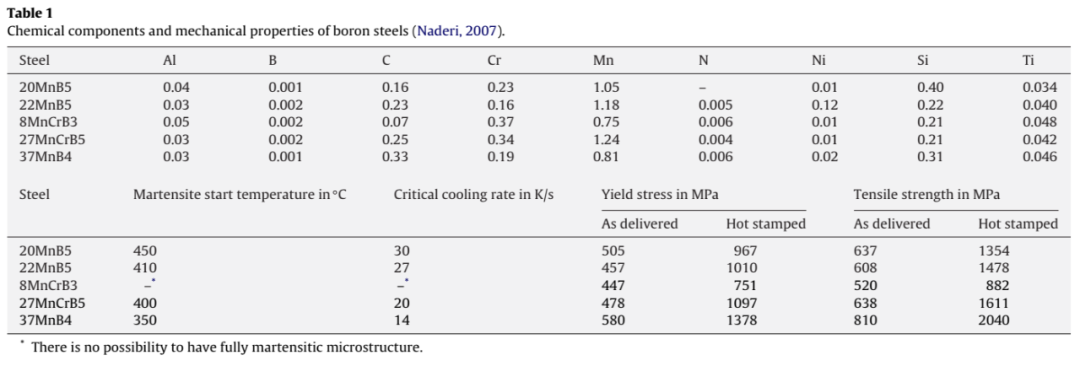
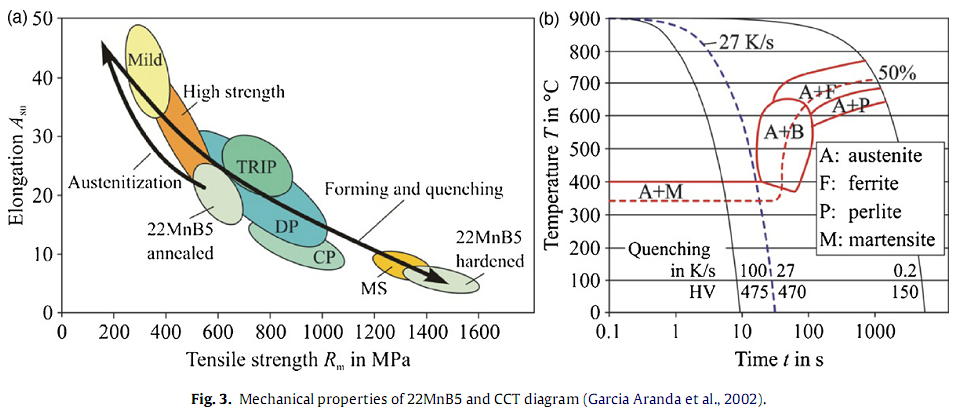
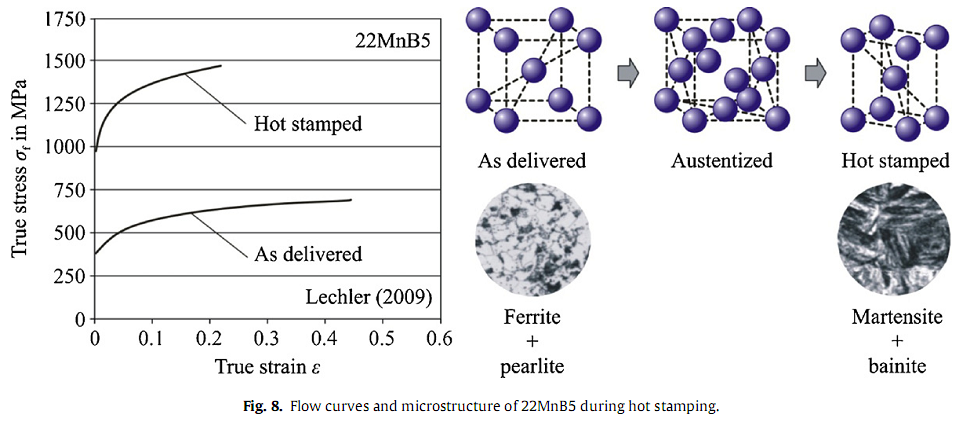
在這里,22MnB5是最常用于熱沖壓的鋼級。最初,該材料展示了能達(dá)到600MPa的鐵素體-珠光體組織。經(jīng)過熱沖壓工序后,零部件獲得馬氏體組織,并且其強(qiáng)度到到1500MPa(見圖3a)。為了獲得這樣的組織和硬度的轉(zhuǎn)變,坯料將被在950℃持續(xù)奧氏體化至少5min。然后坯料在成型的同時通過水冷模具淬火5~10s。由于熱的工件與冷的模具接觸,熱的工件在封閉的模具內(nèi)被淬火。如果冷卻速率超過最小的冷卻速率,大約為27K/s,溫度大約在400℃左右,就將導(dǎo)致非擴(kuò)散馬氏體組織的轉(zhuǎn)變,這將最終產(chǎn)生高強(qiáng)度的部件(圖3b)(Merklein etal., 2008)。馬氏體轉(zhuǎn)變溫度為425℃(馬氏體開始轉(zhuǎn)變點位Ms),并且在280℃結(jié)束(馬氏體轉(zhuǎn)變結(jié)束點位Mf)。
在淬火后鋼的機(jī)械性能變化將取決于碳含量和最終獲得的強(qiáng)度,該強(qiáng)度可以通過適當(dāng)調(diào)整碳含量來控制。我們知道Mn和Cr等合金元素對淬火后強(qiáng)度的影響較小。但是,自從發(fā)現(xiàn)這些元素對淬透性有影響之后,它們在該領(lǐng)域變得必不可少。因此,設(shè)計的相轉(zhuǎn)變和淬透性可以通過可行的冷卻速率開獲得。硼是對淬透性影響最大的元素,鑒于硼延緩了向軟組織轉(zhuǎn)變和導(dǎo)致馬氏體組織的產(chǎn)生。
在奧氏體化條件下,在鋼與空氣接觸時很快就形成氧化膜。為了避免表面氧化和脫碳,大量的金屬板會涂覆上一層保護(hù)層。在直接熱沖壓中應(yīng)用最為廣泛的是Al-Si涂層。Borsetto等研究了熱學(xué)參數(shù)對Al-Si涂層機(jī)械性能的影響。這些合金鍍層通常是持續(xù)熱浸電鍍工藝,溶液為10%Si和3%Fe和87%Al。在對含有涂覆層的工件熱處理的過程中,F(xiàn)e擴(kuò)散從表層-基體界面到表層是個熱激活過程。Al-Si涂層的熔點接近600℃。然而,由于基體中存在Fe,Al-Fe合金有著更高的熔點在界面生長并很快達(dá)到表面。Al-Fe合金遷移到表面,它們有高的熔點防止了表層被氧化。對于一個典型950℃熱沖壓過程,次層組織為交替變化的Al-Fe含量。在直接熱沖壓過程中,這個保護(hù)層阻止了氧化層的的產(chǎn)生。相比與在室溫下的初始狀態(tài)基礎(chǔ)材料,由于Al - Si層較低形成的限制,熱浸鍍鋁板不能用于間接熱沖壓過程中,它們不適合冷成形。這種涂層不提供陰極保護(hù),如鋅,但有高的柵欄保護(hù)。類似的冷成型件,陰極保護(hù)是適用于熱沖壓零件的。汽車行業(yè)中的這些要求可能通過陰極保護(hù)得到滿足,如鋅。在加熱和熱沖壓過程中,熱浸鍍鋅的鋅層基體材料與形成金屬間化物鋅-鐵相發(fā)生反應(yīng)。為了盡量減少涂層中的裂紋擴(kuò)展到基礎(chǔ)材料,熱浸鍍鋅22MnB5只能在間接熱沖壓中使用。在熱沖壓后,氧化層必須經(jīng)過噴丸移除,以避免不良的涂料附著。另一種22MnB5的保護(hù)涂層是X-tex。這相當(dāng)于給直接和間接的熱沖壓附加一層防腐層。根據(jù)sol–gel工序涂層以μm的氧化材料的結(jié)合為基礎(chǔ)。有機(jī)和無機(jī)材料混合Al粒子來形成保護(hù)層。這種7μm的厚保護(hù)層在冷成型過程中使得材料在不加潤滑時候還能流動。
最新的防止氧化層產(chǎn)生的方法是采用防護(hù)油,正如Moriand Ito (2009)中所描述的一樣。電爐中加熱的鋼板氧化能得到阻礙,并且研究了兩種不同的防護(hù)油。氧化防護(hù)油在成型和熱彎曲試驗之外的冷卻試驗中進(jìn)行了研究。鋼板的表面分析顯示潤滑(四次)可以減少表面氧化。
3.加熱
熱沖壓過程是從加熱到奧氏體化溫度的鋼板開始的。為了了解該過程,在熱沖壓過程中設(shè)置觀察窗口,熱處理工藝參考Lechler and Merklein (2008)的奧氏體溫度和時間。在這些測試中,試樣在兩端都是40MPa的壓力下淬火。為了評價相轉(zhuǎn)變以及淬火硬度,在維氏硬度計HV10上進(jìn)行硬度測試。最短的奧氏體化時間在不同的奧氏體化溫度和不同厚度的鋼板下火的最大的硬度為470HV,如圖4所示。
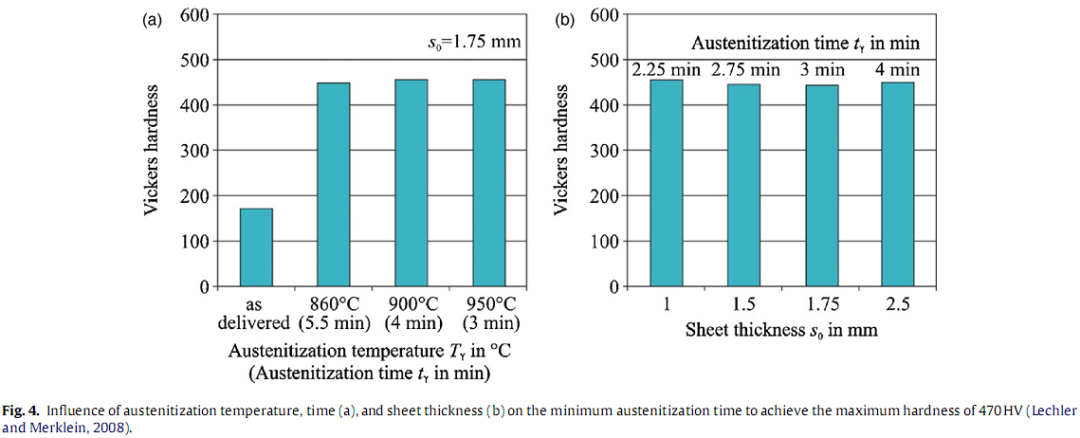
研究結(jié)果顯示可淬火的22MnB5,其同等的奧氏體化程度最短熱處理時間的關(guān)鍵因素是奧氏體化溫度圖4a和鋼板厚度圖4b,。研究發(fā)現(xiàn),在爐溫為950℃下持續(xù)3min有利于獲得最大馬氏體含量,也是最大硬度約為470HV。隨著爐溫的下降,奧氏體化持續(xù)時間增加。在熱處理時隨著確定熱沖壓零部件足夠精確的焊接性能(Stopp et al.,2007),Al–Si涂層的上限時間取決于三元合金Al–Si–Fe層的厚度(Austerhoff and Rostek, 2002)。根據(jù)實驗(Stopp etal., 2007),在爐中不超過奧氏體化時覆層厚度大約為40um。
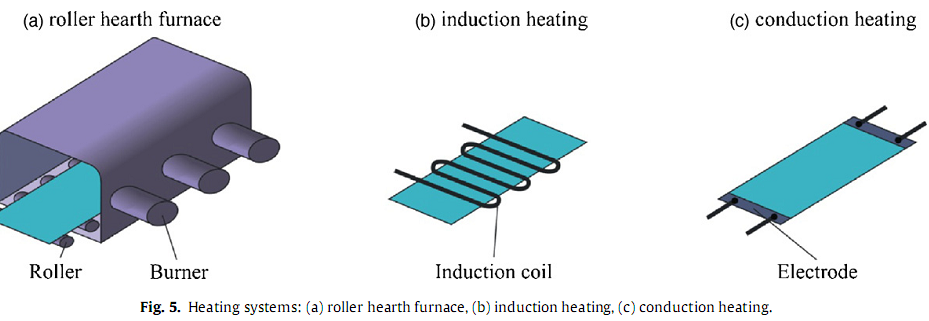
Lechler (2009)的研究中列出了鋼板熱處理工藝對零部件性能,處理時間,熱沖壓成本效率有著深遠(yuǎn)的影響。因此,均勻的坯料溫度和較短的加熱時間是加熱系統(tǒng)的主要要求。鋼板可以通過不同的加熱系統(tǒng):加熱爐,電磁感應(yīng),和熱傳導(dǎo)(圖5)。
3.1輥底式爐
在現(xiàn)存的行列中,毛坯通常在輥底爐或步進(jìn)爐中加熱。這些爐的大小和關(guān)聯(lián)負(fù)載取決于物料通過量和被加熱的材料。在特殊的加熱曲線下才能使Al–Si表層材料防止氧化皮形成。這是因為必須在基體材料和表層中產(chǎn)生擴(kuò)散(Suehiro et al., 2003)。
現(xiàn)有的熱沖壓線中熔爐的長度已達(dá)30-40米長。高的空間需求和日增的研究費用使得加熱毛坯的方法力求轉(zhuǎn)變。
沖壓硬度零件的循環(huán)時間取決于合模時間和奧氏體化所需滯留在爐里的時間,在涂層的情況下,還需達(dá)到所需要的完全合金化。談到合模時間,模具的冷卻的可選擇性為減少循環(huán)時間提供了可能。減少滯留在爐內(nèi)的時間可以僅通過隨后徹底的加熱概念獲得(Lenzeet al., 2008a,b)。這些方法尚處于開發(fā)階段,實驗室研究必須對其進(jìn)行驗證以用于工業(yè)應(yīng)用。
3.2 傳導(dǎo)加熱
傳導(dǎo)加熱是一個可以替換的加熱系統(tǒng)。對于加熱工序,毛坯夾在兩個電極片之間(Mori et al., 2009)。電流經(jīng)過金屬板。材料的抗阻引起板的發(fā)熱。材料熱導(dǎo)率的實質(zhì)基于Joule定律,即電路循環(huán)中熱的產(chǎn)生與電流循環(huán)強(qiáng)度有關(guān)。電流損失的部分是因為電阻自身發(fā)熱。在元件的表面有低的表面質(zhì)量和絕緣層可以增加阻抗,并因此能在接觸區(qū)域產(chǎn)生熱。這種接觸的設(shè)計以及接觸壓力的控制對于同等加熱的物質(zhì)非常重要(Kolleck et al.,2008)。
效能是使用傳導(dǎo)加熱的一個非常重要因素。這個因素直接取決于部件的阻抗。因為長的部件比短的部件有更高的阻抗,傳導(dǎo)加熱主要用于具有良好長徑比的部件,比如管材,棒材,線材,和帶材(Kolleck et al., 2008)。這種加熱方法的劣勢是沿著材料的長度方向會有不均勻的溫度。工業(yè)應(yīng)用的另一個問題是這種加熱方法很難給復(fù)雜形狀的毛坯加熱(Behrens et al., 2008)。
3.3 感應(yīng)加熱
最后介紹的加熱系統(tǒng)是感應(yīng)加熱。原則上,所有的導(dǎo)體或半導(dǎo)體都可以作為感應(yīng)加熱體,因此該領(lǐng)域的應(yīng)用范圍很廣:金屬熔煉,塊狀,回火和組裝包裝工業(yè)。感應(yīng)器的幾何形狀決定了磁場區(qū)域的位置,這也決定工作的效率。感應(yīng)器和工件的距離也影響加熱系統(tǒng)的效率。一方面,感應(yīng)器和工件之間的絕緣要做好。另一方面,在加熱的時候工件的形狀會變化。感應(yīng)器一小段距離的誤差將導(dǎo)致加熱系統(tǒng)的損壞(Kolleck et al., 2009a,b)。相對輥底式加熱爐,感應(yīng)加熱的效率是其的兩倍,因為輥底式加熱爐中大量的熱量將從輥軸和氣體中散發(fā)走。
4.成型
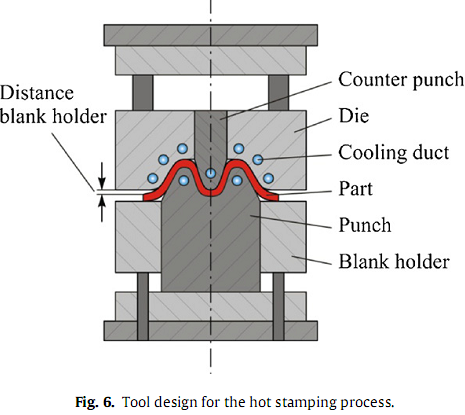
為了避免在成形前工件的冷卻,工件必須盡快在爐中沖壓成型。而且,成型必須在馬氏體相變之前完成。所有,迅速的閉模盒和成型工序是熱沖壓成功的關(guān)鍵。在成形之后,工件在封閉模內(nèi)淬火,冷卻系統(tǒng)是通過導(dǎo)管內(nèi)的冷卻水來將熱量帶走。為了避免在成形過程中,沖模和工件加劇之間部分的淬火,通常在熱沖壓系統(tǒng)中留一段空的距離(見圖6)。
熱沖壓中另一個工藝參數(shù)是工作介質(zhì)的方法。溫度作為熱成型工藝中的一個參數(shù),其在淬火的時使得該創(chuàng)新技術(shù)成為可能(Neugebauer et al., 2009)。成型步驟是從調(diào)整側(cè)面或空白模具處開始的。在模具閉合后,成型步驟是在工作介質(zhì)中完成(見圖7)。
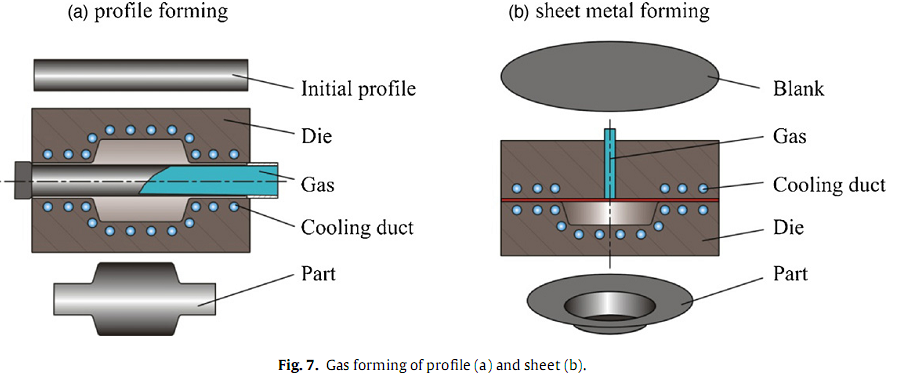
Neugebauer et al. (2009)和 Lindkvist et al. (2009)的研究中,氮氣和空氣分別加壓到600bar作為工作介質(zhì)。相對于普通的熱沖壓,熱氣成形的優(yōu)勢是在成型過程開始時就可以自由成型零件。另外,由于在成形期間零件與工具之間的接觸時間較短,因此均勻的坯料溫度分布會導(dǎo)致坯料的均勻成形。另外,熱氣成形中另一個令人感興趣的領(lǐng)域是隔熱或不可壓縮工作介質(zhì)的應(yīng)用。
強(qiáng)的氣流可以使熱沖壓過程中的效率提高,因為這有利于縮短工序的時間。提高熱導(dǎo)率可以加速冷卻(Casaset al., 2008)和使冷卻系統(tǒng)更為有效。將熱導(dǎo)率提高到66W/mK,可以將保壓持續(xù)時間從10s減少到8s。
4.1 冷卻管
熱沖壓操作中的淬火不僅影響經(jīng)濟(jì)成本還影響工件的性能。冷卻管的設(shè)計目標(biāo)是有效的給工件淬火和在馬氏體形成時至少達(dá)到27K/s的冷卻速率。如果流動在冷卻管里的冷卻液是水,那么冷卻系統(tǒng)會變得更加經(jīng)濟(jì)。工件上的熱量依靠熱傳導(dǎo)從模具散發(fā),因此模具的熱導(dǎo)率使得熱量又由冷卻管帶走。從工件到模具最適宜的熱交換式,接觸表面不存在氧化皮或裂縫。模具的熱導(dǎo)率是選擇模具材料的關(guān)鍵。另一個關(guān)鍵因素是為熱排除而設(shè)計的冷卻管,必須限定它的尺寸,位置和分布。使用較低溫度的冷卻管增加了模具和冷卻管之間的溫差,加速了熱排除的速度,從而導(dǎo)致熱量流動。
可以在成形模具上鉆出冷卻孔。使用這種方法,在設(shè)計孔位置時候得考慮機(jī)械加工的限制。因此,僅考慮最佳熱轉(zhuǎn)換的冷卻系統(tǒng)是難以做到的。另一種方法是,在澆鑄時留好孔作為冷卻管(Kuhn and Kolleck, 2006)。這種方法的優(yōu)勢是冷卻系統(tǒng)不受限制。換句話說,模具可以使用激光分段,然后通過螺栓加固成完整的冷卻孔洞(Freieck, 2007)。該方法很劃算,但是分層設(shè)計對于部件的表面和模具的熱轉(zhuǎn)換都不利。
4.2 模具的表面磨損
在Dessain etal. (2008)中描述了測試模具磨損的方法,文中適用于高溫測試的磨帶裝置。該設(shè)備采用電阻加熱,在22MnB5棒上涂覆Al–Si層。加熱帶以一定直徑滑行。測試中,接觸表面為磨損和粘著區(qū)域。主要是模具的磨損,而在空白區(qū)域觀察到Al–Si層的粘著。這些組合層在測試的早期階段形成,并在模具表面出現(xiàn)壓實層從而獲得較低的磨損程度。
在熱沖壓過程中模具暴露在高溫下,將使摩擦過程中出現(xiàn)大的變化導(dǎo)致表面形貌不一,移除氧化皮,出現(xiàn)過度磨損。使用適當(dāng)?shù)谋砻嫣幚砘蛟诒砻嫱繉邮强朔砻婺Σ恋囊环N方法。Hardell and Prakash (2008)等人在室溫和400℃下研究了等離子處理模具和兩種PVD涂層(CrN 和 TiAlN)。結(jié)論是TiAlN涂層能獲得最好的抗磨損能力。
另一種涂層則不存在。在深入的研究過程中,奧氏體化溫度和表面組織的影響是必須考慮的。
5.淬火
在奧氏體化溫度區(qū)域成形后,零部件在封閉的模具內(nèi)淬火知道完全馬氏體組織。22MnB5要獲得完全馬氏體組織需要的冷卻速度需要超過27K/s。馬氏體轉(zhuǎn)變導(dǎo)致流變應(yīng)力的增加(圖8)。
從奧氏體的(fcc)向馬氏體的(bct)轉(zhuǎn)變會引起體積的增加,從而影響淬火時候的應(yīng)力分布。只有在完全轉(zhuǎn)變行為下,才能預(yù)測最終得到的材料性能,各相的體積分?jǐn)?shù),殘余應(yīng)力,和冷卻后工件的形變(Neubauer et al., 2008)。
對于有熱塑性轉(zhuǎn)變行為的模具材料,應(yīng)變的增加可通過彈性,塑性,熱,各向同性轉(zhuǎn)變和誘發(fā)應(yīng)力轉(zhuǎn)變的綜合效應(yīng)來描述(表2)。
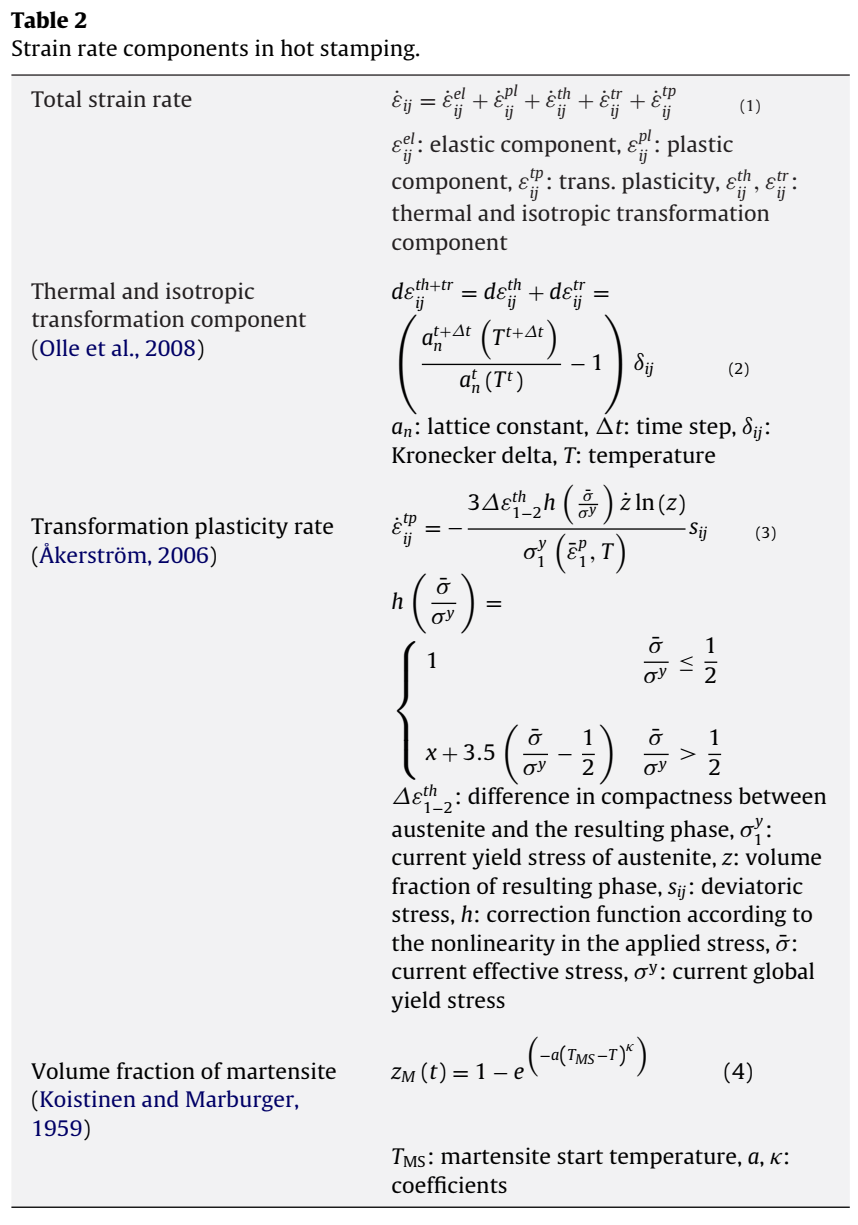
由于奧氏體和鐵素體,珠光體,貝氏體和馬氏體的點陣結(jié)構(gòu)不同,相變過程中發(fā)生的體積變化可以通過各向同性應(yīng)力來描述。結(jié)果只導(dǎo)致體積的變化,像增加的熱應(yīng)力。另外,這些組織的形態(tài)各異,隨后的機(jī)械性能也不一樣。因此,由于不斷有新相產(chǎn)生以及變形歷史必須考慮進(jìn)去,這樣使得研究材料的宏觀行為變?yōu)橐粋€難題。
如果相變在無外加應(yīng)力下產(chǎn)生,那么材料只在母材和產(chǎn)品的壓實過程中觀察到純的體積和體積的增加。當(dāng)在外力下產(chǎn)生轉(zhuǎn)變時,轉(zhuǎn)型引起的塑性變形是不可逆的。Greenwood–Johnson機(jī)制(Greenwood and Johnson, 1965)描述了轉(zhuǎn)變塑性依靠奧氏體和結(jié)果相的體積分?jǐn)?shù)。因此,當(dāng)施加偏應(yīng)力時奧氏體中產(chǎn)生塑性應(yīng)力然后誘發(fā)微觀應(yīng)力。最常用的考慮塑性轉(zhuǎn)變的模型是由Leblond等人提出的,進(jìn)一步的應(yīng)用是?kerstr?m等人提出的數(shù)值模擬。
在不同的成形模型中,用分析流變行為模型是用持續(xù)冷卻轉(zhuǎn)變圖(CCT曲線)。為了確定FCCT曲線即形成CCT曲線,加熱的試樣直到達(dá)到成成形條件和隨后在預(yù)定的冷卻速率下成形。并測試成形的程度。
6.FE模擬
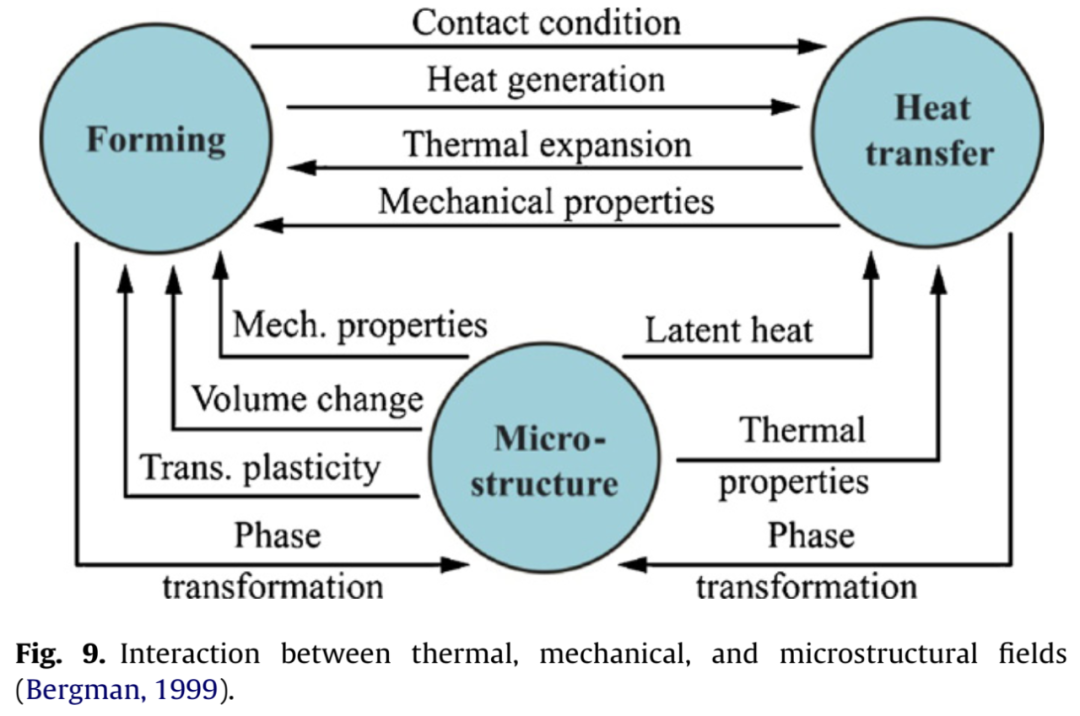
熱沖壓成形是一個預(yù)定相轉(zhuǎn)變的熱機(jī)械成形工藝。取決于歷史溫度,機(jī)械變形,不同相和混合相的交互作用。熱釋放時固態(tài)相轉(zhuǎn)變的過程會影響熱場。此外,隨著微觀成分的不同,機(jī)械性能和熱性能都會根據(jù)溫度和變形的不同而變化。因此,一個可行的的有限元仿真模擬必須考慮機(jī)械,熱,和微觀組織的交互作用(見圖9)。這需要過程特性,例如熱轉(zhuǎn)變系數(shù),材料的流變行為,和相關(guān)條件下的相轉(zhuǎn)變。由于在過程模擬中傳遞了微觀結(jié)構(gòu)演變數(shù)據(jù),因此可以對最終屬性(例如硬度和拉伸強(qiáng)度)進(jìn)行適當(dāng)模擬。
對于金屬的耦合熱機(jī)械變形一致的分析,Ghosh和Kikuchi(1988)開發(fā)了有限元方法,模擬了在高溫下的金屬流動行為。該模型認(rèn)為,最初的各向異性和金屬的溫度特性取決于金屬大的形變形成過程。
近年來,兩種有限元分析中存在幾種耦合觀念,并因此開發(fā)了他們自己的相關(guān)領(lǐng)域來研究熱沖壓成形。在耦合系統(tǒng)考慮了熱和機(jī)械模式,都與實現(xiàn)幾何和物理數(shù)據(jù)相關(guān)聯(lián)。由于熱和機(jī)械分開單獨計算,耦合的概念在有限元模型中能有效和靈活的調(diào)整參數(shù)。這種方法的缺點是兩種有限元模型之間的數(shù)據(jù)傳輸會受到限制,它會影響的模擬結(jié)果的準(zhǔn)確性(Hein,2005年; Tekkay,2007。)。另一種為熱沖壓有限元模擬方法是特殊用途的應(yīng)用程序:LS - DYNA的,自動表格,和PamStamp。在現(xiàn)有的選項中不同的有限元模型的定義和描述物理過程。例如,用有限元軟件LS - DYNA的分析可以采用熱外殼,附加機(jī)械外殼金屬元素。隱式時間積分解決了熱的問題,而顯式時間積分方法處理了機(jī)械故障。LS - DYNA的功能是,允許結(jié)合每個積分法則的優(yōu)勢,并在同一時間,克服接觸溶液穩(wěn)定性和熱收斂。這些工具可以為帶有熱行為的剛體建模(Karbasianet al., 2008a,b)。
在空白模塊上的溫度分布的預(yù)測并且工具在這個過程中起著非常重要的作用。隨溫度而變的硬化函數(shù)的特點,還需要考慮到塑性變形和工具與空白模塊之間由于對流和熱輻射而損失的熱。從奧氏體向馬氏體的相變也必須考慮,以模擬熱成形過程(?kerstr?m等。,2007)。在下面,描述了熱機(jī)械性能和熱沖壓的有限元模擬。
6.1 熱力參數(shù)
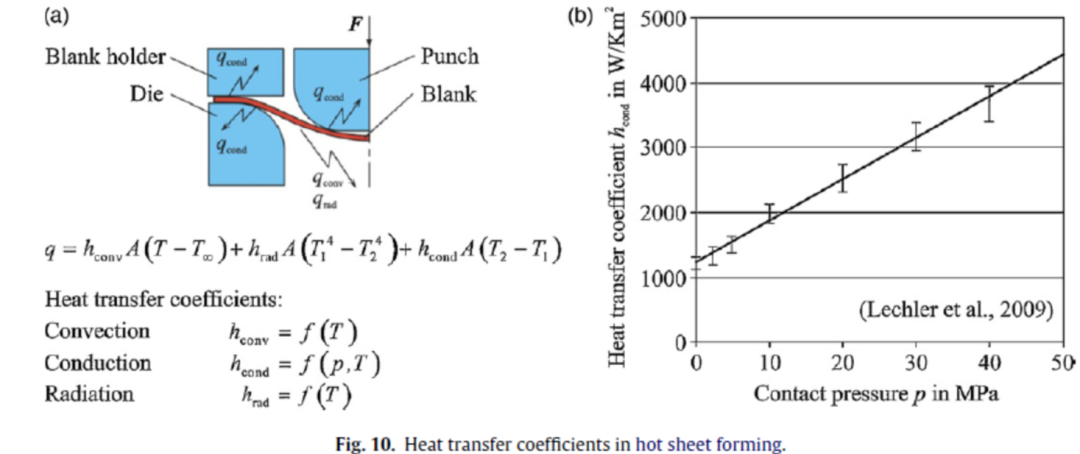
有限元模擬方法對熱沖壓件的力學(xué)性能的預(yù)測,需要對形成和淬火中的熱現(xiàn)象建立精確的模型。傳熱系數(shù)h影響整個成形過程中的冷卻和熱行為。并且受接觸壓力和鋼板的溫度以及表面狀況的影響(規(guī)模厚度,表面粗糙度,涂層厚度等)(Forstner等,2007)。作為基礎(chǔ)材料22MnB5的力學(xué)性能強(qiáng)烈依賴于溫度,這是最重要的參數(shù)之一,是有限元建模熱輔助成形必須考慮的因素。
為了測定傳熱系數(shù),Hoff(2007年)開發(fā)了一個淬火的工具。被加熱的工件在設(shè)定了接觸壓力的兩塊水冷板中淬火。在測試過程中,記錄空白和兩個接觸板的溫度。在測量參數(shù)的基礎(chǔ)上,根據(jù)牛頓冷卻定律分析傳熱系數(shù):
T(t) = (T0 - T∞)e(-h(A/CpV)t) + T∞
A:接觸面積,Cp:熱容量,h:熱轉(zhuǎn)換系數(shù),V:體積,t:時間,T0:初始溫度,T∞:環(huán)境溫度,ρ:密度
熱轉(zhuǎn)化系數(shù)h作為接觸壓力增加的函數(shù),顯示了對工件與模具之間的熱交換載荷重大影響力(圖10)。增加接觸壓力導(dǎo)致了傳熱增加。這種效果是通過增加兩個接觸部件的有效接觸面,增加潤滑或者添加Al–Si涂層。因此,越來越多的金屬-金屬接觸區(qū)域產(chǎn)生直接熱傳導(dǎo)作用,通過它兩個接觸物體之間的熱能能夠得到轉(zhuǎn)換(Karbasian等,2008a,b)。
6.2 塑變行為
為確定與工藝相關(guān)條件下材料的熱機(jī)械性能,使用Merklein和Lechler(2006)的熱傳導(dǎo)拉伸試驗對22MnB5鋼的流動行為進(jìn)行了表征(圖11)。
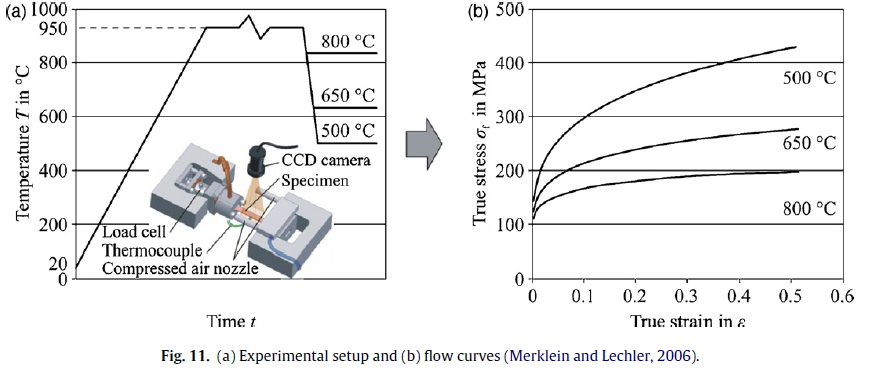
這項研究顯示,不僅應(yīng)變,而且溫度應(yīng)變速率和升溫速率都對在高溫奧氏體狀態(tài)下的22MnB5的流動性有巨大影響。
熱導(dǎo)率拉伸試驗中,除了溫度和應(yīng)變速率對熱機(jī)械性能有重大的影響外,還可檢測到溫度對塑性各向異性的依賴性(Merklein和Lechler,2008)。在約800~850℃時,金屬薄板表現(xiàn)出幾乎各向同性的塑性行為。由于奧氏體化,對各向異性的影響可以忽略(Merklein和Lechler,2008)。
6.3 材料模型
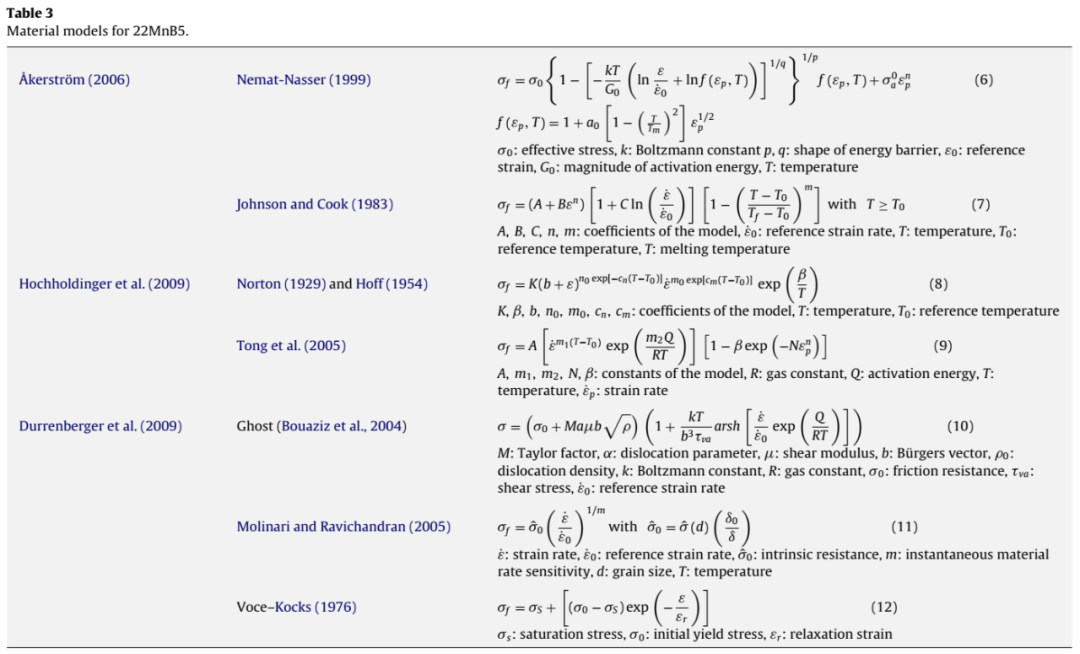
對于熱機(jī)械加工工藝,已經(jīng)提出了各種半經(jīng)驗以及基于物理的流動應(yīng)力模型。表3中的現(xiàn)有模型來自最近的出版物,顯示22MnB5有良好的流動性能,與Hochholdinger等人(2009年)和Durrenberger(2009年)的實驗數(shù)據(jù)相符。流變應(yīng)力的測定實驗數(shù)據(jù),通過墩粗測試獲得,它是在一個高速膨脹變形計中進(jìn)行(Hochholdinger等,2009)。表3中某些材料模型的參數(shù)估算未在引用的參考文獻(xiàn)中公布。但像Johnson–Cook和Norton–Hoff這樣的其他材料數(shù)據(jù)也可以在?kerstr?m(2006)和Lechler(2009)那里找到。
Hochholdinger等(2009年)表明,用Wahlen模型可以得到最佳擬合的實驗數(shù)據(jù)。圖 12a諾頓-霍夫和Nemat納賽爾模型顯示在有效塑性值更高時應(yīng)變流動應(yīng)力增加而失效。
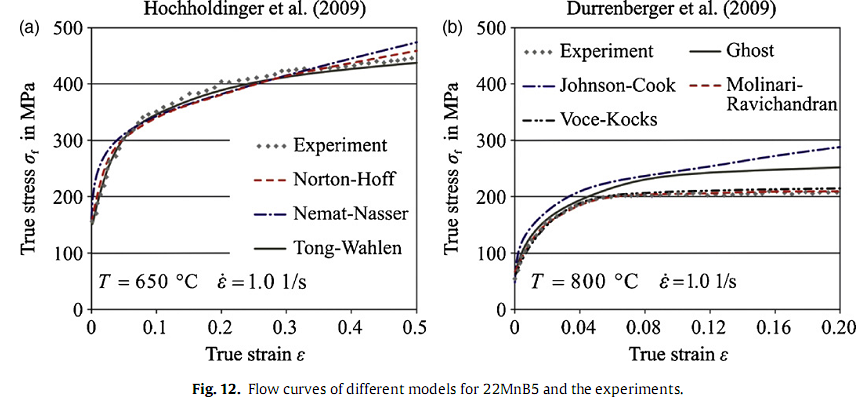
在較大的應(yīng)變下的流變應(yīng)力值是Durrenberger等約翰遜庫克模型的主要缺點(2008,2009)(圖12b)。Voce- Kocks關(guān)系的預(yù)測結(jié)果與實驗數(shù)據(jù)相吻合,該模型預(yù)測在應(yīng)變約為0.06下流變應(yīng)力達(dá)到飽和,而實驗中仍可以觀察到輕微的應(yīng)變硬化。該Molinari- Ravichandran模型有能力重現(xiàn)歷史的效果,如加速應(yīng)變速率和溫度變化,這些都由內(nèi)部參數(shù)的演化規(guī)律而得。然而,對于材料22MnB5的研究分析中,Molinari - Ravichandran模型預(yù)測塑性應(yīng)變大于0.10之后,流變應(yīng)力早已飽和。塑性應(yīng)變?yōu)?.05時, Ghost模型的預(yù)測與22MnB5實驗數(shù)據(jù)非常吻合。
模型的流動特性,其中包括并介紹了相變到最后的馬氏體連續(xù)演化過程,由?kerstr?m等人(2007年)開發(fā)的有限元模擬。他們創(chuàng)建的模型在考慮實際相結(jié)構(gòu),潛熱,體積變化和相變過程中的相變塑性的基礎(chǔ)上的(?kerstr?m等,2005)描述了材料的熱機(jī)械性質(zhì)。在材料模型與實驗數(shù)據(jù)的對比表明,在奧氏體的條件22MnB5流動行為的現(xiàn)實模型是可能的。
6.4 成形極限曲線
透過傳統(tǒng)的成形極限曲線FLC的方法來獲得該材料的成形性。這條曲線顯示了不同應(yīng)力狀態(tài)下頸縮和斷裂的變形表對板材樣品不同的純剪應(yīng)力。然而,在高溫下成形時,材料成形性不僅受到?jīng)_擊但也受溫度,應(yīng)變速率和變形過程中組織演變的影響(佩萊格里尼等,2009)。
為此進(jìn)行的幾次試驗,但Marciniak和Nakajima測試是適用最普遍的一個。在這兩個測試中,板材處于亞穩(wěn)奧氏體相并經(jīng)歷了熱機(jī)械處理,它們在不同的溫度,隨后是各種應(yīng)變和應(yīng)變速率下測試直到縮頸和斷裂失效(Bariani等,2008年)。這些測試之間的主要區(qū)別是沖壓形狀,這不是半球形或扁平形((Dahan等,2007)。
在高溫下,材料22MnB5成形極限曲線在Nakajima測試中測得。在這里,為確定的溫度相關(guān)的成形極限曲線,對傳統(tǒng)的測試設(shè)備進(jìn)行了修改。因此,特殊加熱器必須安裝在沖模上、模具上、壓邊上來控制溫度。
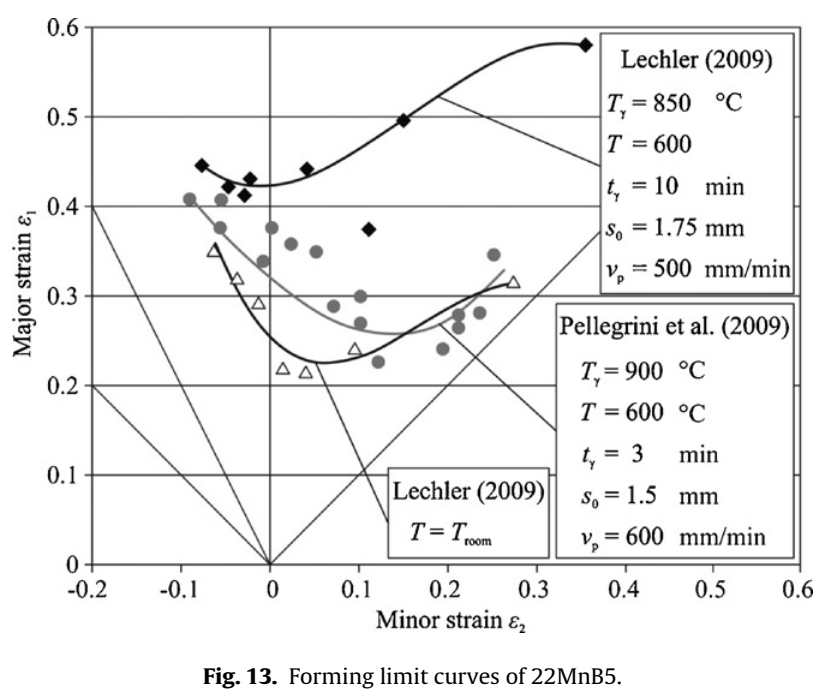
Pellegrini等(2009年)表明,相對于初始鐵素體-珠光體組織,奧氏體的滑移系數(shù)值越高和熱感應(yīng)越高。因此引起在熱沖壓時機(jī)械性能的演變(圖13)散射結(jié)果不一樣的主要原因是由于高溫下進(jìn)行的測試程序不同。Lechler(2009年)設(shè)計的加熱方法,確保了在爐內(nèi)加熱階段溫度均勻分布,但是這意味著冷卻過程中因手動轉(zhuǎn)移而使得溫度更難以控制。佩萊格里尼等人(2009年)的感應(yīng)加熱導(dǎo)致的溫度均勻分布稍微交叉,但能獲得有一個良好的冷卻控制。
類似佩萊格里尼等人(2009年)和萊克勒(2009年),Chastel等(2008年)表明,溫度越高,初始毛坯或板材厚度越大,臨界平面應(yīng)變越大。
在現(xiàn)有的研究中,加熱和冷卻的空白過程是通過不同的方法完成。一方面,在萊克勒(2009年)的研究,加熱方式上在爐中加熱階段確保溫度均勻的分布。然而,這意味著在冷卻過程中因手工轉(zhuǎn)移到?jīng)_壓時的溫度更難以控制。另一方面,由Bariani等(2008年)的感應(yīng)加熱,導(dǎo)致的溫度分布均勻較差,但控冷做的更好,保證了非常高的冷卻速度。因此,在真實的等溫條件下高的冷卻速率就難以確保避免相變的轉(zhuǎn)變了。評價高溫下金屬薄板成形性能問題都可以通過另一種方法來完成,基于一個適當(dāng)?shù)氖?zhǔn)則,即找到一種應(yīng)變,應(yīng)變率,溫度和微觀結(jié)構(gòu)的演變的函數(shù)(佩萊格里尼等,2009)。
6.5 摩擦系數(shù)
在熱沖壓中涂層材料的摩擦特性,可用不同的測試方法(圖14)來評估。在不同的測試方法時工件和工具接觸不一樣,這對摩擦系數(shù)的確定非常重要,必須是類似于熱沖壓的接觸條件。
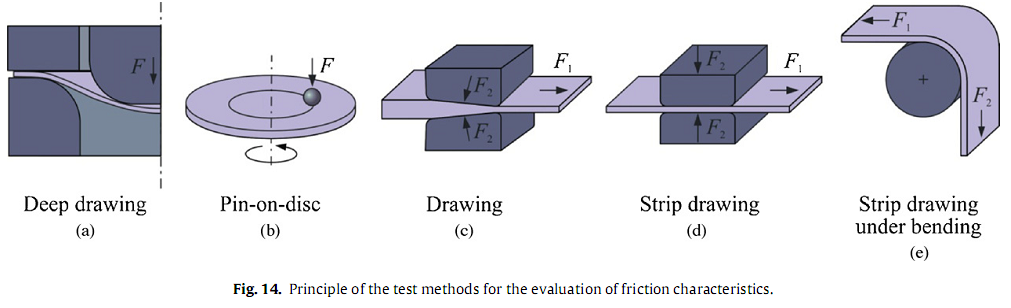
St?hr 等(2008)采用實驗-分析-數(shù)值計算方法,來確定相關(guān)條件下的摩擦系數(shù)。在這里,杯狀深沖試驗(圖14a),熱沖壓過程中的時間-溫度曲線是實驗的基礎(chǔ)。為了揭示實驗過程與客觀實際中熱傳導(dǎo)速率的不同,工具的溫度是變化的。在這項工作中,鋁硅涂層22MnB5試樣的摩擦值可以用Siebel的方法(Siebel和Beissw?nger,1955年)來進(jìn)行計算。結(jié)果(圖15)顯示,隨著溫度的升高,摩擦系數(shù)從0.6降到0.3(St?hr et al.,2008)。
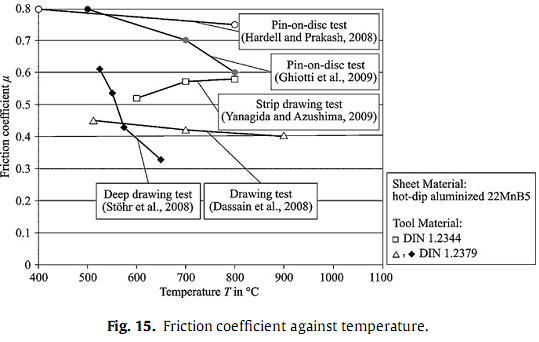
鞘盤測試(圖14b)是由Ghiotti等(2009a,b)和Hardell和Prakash(2008),探討界面參數(shù)(如溫度,壓力的滑動速度和表面粗糙度)對在金屬板與模具空白上的摩擦的影響。分析表明,溫度和壓力的相互作用跟摩擦系數(shù)關(guān)系最為密切。這兩項研究表明,該接觸面的摩擦系數(shù)在正常壓力下隨溫度升高而降低。該原因可能是由金屬間化物Fe–Al,在壓力增加時使得摩擦系數(shù)降低了(Ghiotti等。2009a,b)。在鞘盤實驗時候空白模局與工件接觸的條件,是跟金屬成形的條件不一樣的。因此,(圖15)最終數(shù)值高達(dá)0.8,此方法不適合測定對應(yīng)表面接觸條件下的板材成形。
另一個的摩擦測定方法是繪圖測試(圖14C),這是由Dessain等人(2008年)發(fā)明的。加熱后的工件通過制定工具的凸接觸面積與不同方向的力量進(jìn)行同步測量。摩擦系數(shù)的計算方法從根據(jù)Pawelski(1964)獲得。在持續(xù)壓強(qiáng)為10MPa和持續(xù)奧氏體化時間為390s時候?qū)Ρ葘嶒炛心Σ料禂?shù)的結(jié)果,結(jié)果表明不同的溫度對摩擦行為影響很小(圖15)。同樣的結(jié)果在壓強(qiáng)為250Mpa時候也得到驗證(Dessain et al.,2008)。
最后介紹的一種測試摩擦系數(shù)的方法見圖14d,Yanagida and Azushima (2009)等人提出。測試的儀器由加熱爐和畫圖裝置組成。摩擦系數(shù)由支撐力和彈性力計算。跟其他的測試方法對比,計算的隨著溫度升高和壓強(qiáng)為10MPa摩擦系數(shù)從0.5升到0.6(圖15)。壓強(qiáng)在7和14MPa中變化顯示摩擦系數(shù)以來與相關(guān)的壓力范圍((Yanagida and Azushima,2009).)
Al–Si涂層的22MnB5材料上得到不同的摩擦系數(shù),表明接觸條件對于計算的值影響很大。在真實的熱沖壓過程中,接觸條件類似于深拉伸類似于圖14a和14e的條帶拉伸彎曲。條帶的拉伸彎曲不能用于確定摩擦系數(shù)。
7.最終性能
淬火過程中馬氏體組織的演變使得抗拉強(qiáng)度達(dá)到1500MPa,這已在彈性測試和硬度測試中得到了驗證。隨后的微觀組織分析,顯示完全馬氏體組織可以增加材料的機(jī)械性能。由于冷卻速率和相轉(zhuǎn)變結(jié)果,最終的機(jī)械性能取決于工序的控制。
在持續(xù)冷卻工序中,冷卻速率和硬度是相關(guān)的參數(shù)。在實際的操作中,ErhardtandBoke(2008)用的冷卻速率用于熱沖壓模擬中,以確定硬度值和其他的機(jī)械性能。機(jī)械性能依賴于熱和成形的歷史。
在不同溫度和應(yīng)變速率下22MnB5的流變曲線顯示這些工藝參數(shù)強(qiáng)烈影響材料的流變行為。盡管溫度和應(yīng)變速率在變化,Yanagimoto和Oyamada(2007)以及Kusumiet等人(2009)的研究中熱沖壓時高的形變能使工件得到最小的回彈。
描述熱沖壓中的熱機(jī)械現(xiàn)象,必須分析其中的殘余應(yīng)力。在更進(jìn)一步的研究中,分析應(yīng)力部分就可以應(yīng)歸因于熱機(jī)械和顯微結(jié)構(gòu)在相關(guān)的參數(shù)中占主導(dǎo)地位。這方面的知識也對熱沖壓件翹曲變形的特性密切相關(guān)。
7.1腐蝕
冷成型中陰極保護(hù)同樣適用于熱沖壓。在熱處理后熱浸鍍鋁的Fe–Al合金相表面是粗糙不平的,由于表面固定的結(jié)果,涂覆性能在沒有化學(xué)處理的情況下也很好。在沒有表面處理的條件下,F(xiàn)e–Al合金相展示了比基體更好的抗腐蝕能力(Suehiroetal.,2003)。Al–Si涂層并沒有像鋅一樣的陰極保護(hù)效應(yīng),但它卻有高的防護(hù)的屏障功能。
帶x-tex涂層的腐蝕測試,證明腐蝕并不是來源于基體鋼而是由退火時鐵擴(kuò)散到表層引起的(Goedickeetal.,2008)。為了測定焊接性能和涂覆性能,該技術(shù)在噴丸硬化后進(jìn)行移除。
Zn–Fe層的沖孔腐蝕顯示Zn–Fe層能比傳統(tǒng)的鋅涂層具備更好的保護(hù)性能。這是由于在表層會有稍高的電極保護(hù)和穩(wěn)定的腐蝕產(chǎn)物(Faderletal.,2008)。同樣,Zn–Fe層比傳統(tǒng)的鍍鋅具備更好的剝離方式。紅色腐蝕產(chǎn)物是(黃色產(chǎn)物)可能導(dǎo)致在保護(hù)層出現(xiàn)鐵。交互區(qū)域的腐蝕試樣很清晰的表面基體并沒有長時間受到侵蝕(Faderletal.,2009)。
研究電流的目標(biāo)是持續(xù)改善涂層和提高新的或者修復(fù)較容易腐蝕的金屬涂層。在直接或間接熱沖壓中,結(jié)合Al–Si涂層高的熱穩(wěn)定性和鋅涂層的陰極保護(hù)性能。另一個目的是在熱沖壓時用鋅涂層來預(yù)防晶粒間的破裂。
8.后續(xù)的加工處理
因為試樣特殊的機(jī)械性能,熱沖壓件的后續(xù)加工需要進(jìn)行分析和合適的觀察窗。其中,切割,焊接是對于熱沖壓件最為重要的步驟。下面將描述它們的應(yīng)用。
8.1 切割
類似于傳統(tǒng)的金屬成形,切割或者鉆孔時熱沖壓成形后的一個步驟,如果有必要,還可進(jìn)行噴丸。我們回顧下熱沖壓件切割的不同方法。
8.1.1 激光切割
應(yīng)為在熱沖壓后材料具有高度強(qiáng)度,激光切割是熱沖壓件最為常用的方法。由于是無接觸的激光修編,相對于其他切割方法,它不會引起任何工件的磨損或者再切割邊緣的失效。另一個優(yōu)勢是,使用激光切割對于部件的形狀沒有任何限制。獲得的公差受激光器的剛度和夾具的影響。激光切割的時間取決于部件幾何形狀和激光器移動速度。(Kolleck et al., 2009a,b)。
8.1.2 硬切割
沖壓硬化后的部件由于具有高強(qiáng)度,會導(dǎo)致一些空白模具的磨損,或者有時候一些模具提前失效。So 等人(2009)提出一個空白模具工序,剪切表面的質(zhì)量和尺寸精度主要受某些工序參數(shù),諸如沖壓速度,落料角度,沖壓模間隙,剪切模具邊緣幾何形狀和材料的性能的影響。在該項研究中發(fā)現(xiàn),沖壓速度對于剪切幾何形狀以及空白模具的壓力是沒有關(guān)系的。對于所有的落料角度,隨著沖壓模具間隙的增加飛邊增加。此外,事實顯示隨著間隙增加光澤度也增加,直到產(chǎn)生了毛刺,但是毛刺產(chǎn)生后隨著間隙增加而光澤度下降(So et al., 2009)。
Picas 等人 (2008)進(jìn)行了另一種硬切割的研究,顯示沖壓后高的硬度導(dǎo)致低的剪切邊緣的磨損,但是這使得在高負(fù)荷下的應(yīng)用變得更加敏感,因為考慮到微觀裂紋會沿著剪切邊緣產(chǎn)生。在高韌度沖壓下,在切割邊緣抗磨損能力稍微下降,但是這在高硬度和抗疲勞性能方面得到了補償。因此,必須找到最佳的韌度-硬度配合來提高模具的機(jī)械性能,特別是沖壓硬化部件的切割Picas et al. (2008)。
8.1.3 熱切割
熱沖壓件可選擇的切割方過小的法是在高溫下淬火時候進(jìn)行切割。熱切割的優(yōu)勢是減少了切割力和得到最佳的切割邊緣。
最新的工序是選擇了工件在高溫淬火時候切割。這避免而來馬氏體組織的產(chǎn)生,在切割區(qū)域的冷卻速率必須降低。熱沖壓中局部不同的熱處理為后續(xù)的切割做好了鋪墊,并且這還和材料不同的熱導(dǎo)率有關(guān)(Maikranz-Valentin等人,2008)。
最為有效的切割方法是之前發(fā)展的空白法。這種方法需要一定的毛坯設(shè)計來達(dá)到所需部件的外形(Kolleck et al., 2009a,b).。熱沖壓后的切割可獲得更小的公差。
8.2 焊接
由于低的成形性,成形方法中的焊接不能被應(yīng)用于熱沖壓部件。因此,熱沖壓件的可焊接性能在現(xiàn)實中是應(yīng)用的先決條件。涂覆層及其化學(xué)成分可能引起焊接時候的失效。在后續(xù)中,我們回顧下22MnB5在不同涂層下電阻焊,激光和氣體金屬基電弧焊方面的研究。
在加熱到被壓成型前的時段內(nèi),工件的鋁鍍層會轉(zhuǎn)變成Fe-Al相合金,這種合金含有高的金屬熔點,這就使得點焊接性能不受之前的圖層影響(Suehiroet al., 2003)
第一代的氧化皮等不具有點焊接性能,因此在后續(xù)加工之前必須用噴砂處理移除氧化皮。原因是氧化皮的電阻太大而使焊接電流不能充分流動。第二和第三代x-tec測試技術(shù)通過添加鎂成分阻礙了氧化皮的產(chǎn)生,結(jié)果顯示涂層適用于電阻焊(Goedicke et al., 2008).。電阻點焊(RSW)的x-tec涂層顯示爐內(nèi)的氣氛在加熱時對點焊接性能有很大的影響。在這里,氧氣的含量是影響最大的。在空氣中加熱導(dǎo)致氧化層的形成,從而點焊難以實施。氮氣氛圍保證在涂層中含較低量的氧化皮,因此能適用于點焊(Braun and Fritzsche,2009)。
Zn-Fe涂層,最好的電阻點焊導(dǎo)致雙脈沖技術(shù)和直流電源的結(jié)合。另外一些焊接的方法也是可行的,比如SG焊接,SG釬焊,激光焊和螺栓焊接(Faderl et al., 2009)。
對于激光焊和氣體金屬電弧焊,其接頭處的交叉區(qū)域的測試顯示x-tec涂層對于焊接性能沒有影響。在重疊和沒重疊的接頭處都沒有發(fā)現(xiàn)氣孔或者其他的缺陷。這種涂層可以順利的使用,也可以結(jié)合不同的底層,比如H430LA來焊接焊縫(Braun and Fritzsche, 2009)。為了避免Al和Si進(jìn)入到焊縫中,當(dāng)使用熱浸鍍鋁時,涂層必須沿著焊縫移出2mm。
9.有焊接性能的熱沖壓件
熱沖壓件的完全馬氏體組織導(dǎo)致抗拉強(qiáng)度高達(dá)1500MPa,并且延伸率低到5%。但是為了提高車輛的結(jié)構(gòu)零部件(比如B-柱)的抗破裂能力,可以通過增加延伸率來提高吸收能量的能力。B-柱見圖16,在交高區(qū)域有良好的侵人控制而在較低區(qū)域有很好的能量吸收能力。
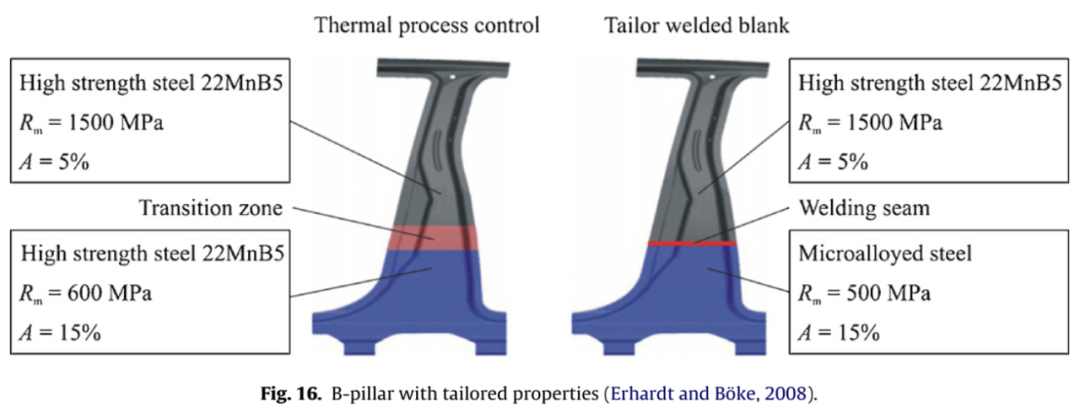
需要裁制性能的單獨區(qū)域可以用不同的工序來控制或使用焊接平板見圖17。

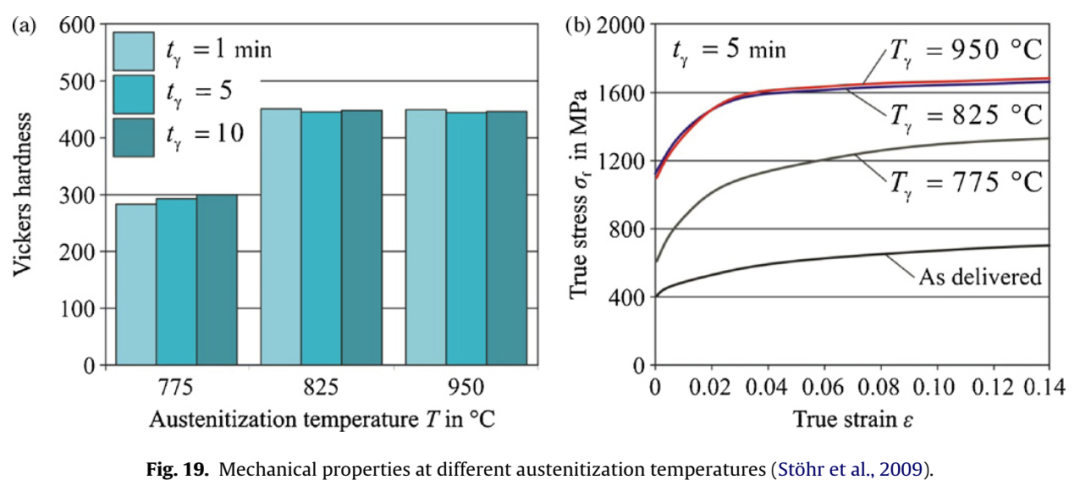
換句話說,熱工序會受到冷卻速率的影響,冷卻速率低于27K/s時可以避免完全馬氏體組織,或者降低回火溫度至Ac3溫以下,這都能導(dǎo)致不完全的奧氏體組織。兩種方法都含有較低的強(qiáng)度而因此獲得高的延展性。其它區(qū)域按通常的沖壓硬化時間-溫度圖來淬火(Stohr et al., 2009)。
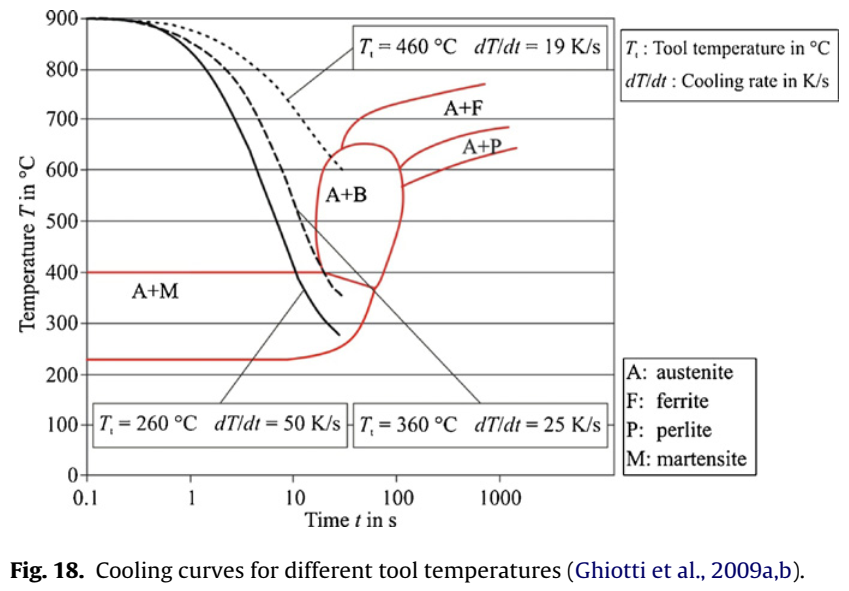
9.1 模具的溫度
減小淬火速率可以通過增加模具的溫度來獲得,這也可以通過平板和模具表面之間的熱傳導(dǎo)來實現(xiàn)。模具具有不同的冷熱區(qū)域,這也將導(dǎo)致一些區(qū)域有較高的強(qiáng)度(馬氏體組織)而其它區(qū)域有高的延展性(混合相)。Lenze 等人. (2008a,b)的實驗和數(shù)值模擬顯示,可能有一些區(qū)域有很高的強(qiáng)度,而其它區(qū)域具有延展性并且有吸收能量的能力。模具溫度的選擇影響著淬火時的冷卻速率和材料的最終相組成。因此,材料的性能必須選擇能適用于各種不同溫度的模具(圖18)。
9.2 模具材料
通過使用不同熱導(dǎo)率的模具材料,可以使得模具系統(tǒng)在不同的區(qū)域進(jìn)行的有區(qū)別的熱處理。模塊模具系統(tǒng)由不同熱導(dǎo)率材料的模塊依次組成,熱導(dǎo)率從7W/mK到66W/mK。用這種方法,可以控制好熱轉(zhuǎn)換沿著模塊表面散發(fā)。因為系統(tǒng)中不同的熱邊界條件,順序化模塊通過敲打獲得熱穩(wěn)定狀態(tài)。這種熱現(xiàn)象及其作用有待進(jìn)一步的研究。
9.3 模具表面
淬火時的熱轉(zhuǎn)換受部件和模具的接觸條件影響。George 等人(2009)的數(shù)值模擬,在系統(tǒng)模具的熱行為方面研究了模塊間的空隙。顯示,不同模塊區(qū)域的空氣間隙,在馬氏體轉(zhuǎn)變的臨近速率以下部件的冷卻速率將會減低。該方法的劣勢是,部件的自由成形跟接觸空隙有關(guān),接觸空隙會減少部件的形狀精確度。對表面進(jìn)行結(jié)構(gòu)化石另一種減低局部熱轉(zhuǎn)換的方法。表面結(jié)構(gòu)化有效的減少了接觸區(qū)域。表面結(jié)構(gòu)化對熱轉(zhuǎn)換系數(shù)的研究是具有可裁熱沖壓件制造革新的關(guān)注點。
9.4 毛坯的回火
將毛坯的部分區(qū)域加熱到Ac3溫度以上,這樣或許可獲得馬氏體組織。這種方法,奧氏體的完全熱循環(huán)可以應(yīng)用到這些區(qū)域,而其它區(qū)域保留為原始的鐵素體-珠光體組織。Ghiotti 等人 (2009a,b)指出使用能保持不同溫度的爐和使用電阻加熱這兩種方法,看似最為合適的。然而,必須考慮不同材料的兩種區(qū)域分別收到加工成形的影響。較低溫度的區(qū)域的成形性會降低,通常,會產(chǎn)生回彈現(xiàn)象(Erhardt and Boke, 2008).。Stohr等人(2009)在不同的回火溫度下研究材料的熱機(jī)械性能,指出低的回火溫度可以使具有裁制性能的部件獲得較低的延展性,選擇低于825℃的溫度,來獲得比通常熱沖壓金屬件更低的強(qiáng)度和硬度(圖19)。
9.5 修剪焊接工件
汽車工業(yè)中在室溫下裁制焊接工件或者加工工件是一項成熟的工藝。與此類似,裁制熱沖壓的焊接件需要工件具有裁制性能。這里,熱處理工件和未熱處理工件鋼將進(jìn)行熱沖壓。因為,在鋼的熱處理時進(jìn)行了馬氏體轉(zhuǎn)變,相對于沒進(jìn)行熱處理的部件它的最終強(qiáng)度會增加。工件是進(jìn)行激光焊的。在此之前,焊接區(qū)域的涂層必須去除。熱沖壓中焊縫和成形的位置受到限制,這是需要在其他工藝中所需要考慮的。
10.應(yīng)用
成形和硬化相結(jié)合使得22MnB5鋼在汽車行業(yè)成為理想的結(jié)構(gòu),尤其是在需要穿透性保護(hù)的機(jī)窗或者汽車上。一些汽車的A-柱和B-柱,邊緣沖擊保護(hù),底梁,車架,保險桿,保險架,加固門柱,車頂框架,管道,后部和前部邊緣交叉部分(見圖20)。這些板的厚度變化在1.0和2.5mm之間。

11.結(jié)論
綜上來看,最近的高強(qiáng)度鋼的熱沖壓研究成果已經(jīng)概括在不同的研究結(jié)果里面了。從概括的調(diào)查顯示,熱沖壓中的一些現(xiàn)象還存在知識的空白。此外,一些熱沖壓的創(chuàng)新性研究還有待鑒定。
熱沖壓的應(yīng)用和后續(xù)工序,取決于切割系統(tǒng)以及部件的可焊接性能和表面組織結(jié)構(gòu)。為了避免在奧氏體化過程中形成氧化皮,大多熱沖壓件都進(jìn)行預(yù)涂層處理。這樣處理的目的是為了獲得一般的涂層材料來對直接或間接熱沖壓的陰極進(jìn)行附加的保護(hù)。
部件沖壓-硬化的循環(huán)時間主要取決于閉模時間和停留在爐內(nèi)奧氏體化的時間,以便涂層獲得滲透的合金。關(guān)于閉模時間,最優(yōu)化模的冷卻或者使用可以減少循環(huán)時間的模具鋼。停留在爐內(nèi)的時間僅僅能通過較快的加熱來實現(xiàn),比如熱傳導(dǎo)或者感應(yīng)加熱。因此,不同的加熱系統(tǒng)(熱傳導(dǎo)和感應(yīng)加熱)在未來具有較大的潛力。
熱沖壓是獲得預(yù)定相轉(zhuǎn)變的熱-機(jī)械成型方法。因此,需采用接近現(xiàn)實的FE模型來模擬機(jī)械,熱,微觀組織的交互作用。比如,熱轉(zhuǎn)換系數(shù),材料的流變行為,和相轉(zhuǎn)變條件。
實驗數(shù)據(jù)與材料模型的對比現(xiàn)實,在奧氏體化條件下對22MnB5流變行為的模型模擬是可能的。持續(xù)的流變行為必須考慮材料的熱-機(jī)械性能,得基于相變潛熱,體積變化,相轉(zhuǎn)變后馬氏體的塑性等條件。此外,在高溫下鋼的可formability成形性可以通過適當(dāng)?shù)氖?zhǔn)則來獲取,比如建立應(yīng)變,應(yīng)變速率,溫度,和組織演變的函數(shù)關(guān)系。
在不同溫度下和應(yīng)變速率下22MnB5流變曲線,這些工藝參數(shù)強(qiáng)烈的影響材料的流變行為。一些研究表明,在最優(yōu)化的熱沖壓工序中熱沖壓件高的成形精度具有最小的回彈。但是,具有裁制性能的熱沖壓件的自由翹曲受不同的相變化工序的影響,并受工件的幾何形狀和機(jī)械性能。
現(xiàn)存的研究工作詳盡顯示,使用熱沖壓生產(chǎn)高強(qiáng)度鋼的具有很大的應(yīng)用潛力。此外,想獲得最佳的沖壓工藝設(shè)計物理現(xiàn)象的基本知識是至關(guān)重要的。
原文:A review on hot stamping
作者:H. Karbasian , A.E. Tekkaya
高強(qiáng)度常溫可成形鋼成汽車制造新寵
掃二維碼分享給你的朋友。2、點下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://m.youwin2019.com/Steel-Knowledge/1603431889.html
|