
硬質合金主要由高熔點金屬(W、Mo、Ti、V、Ta等)的碳化物、氮化物、硼化物或硅化物組成的合金的總稱。分為鑄造的和燒結的兩大類。鑄造合金脆性高韌性低,實際應用價值不大。廣泛應用的是燒結合金,一般由碳化鎢或碳化鈦和鈷粉燒結而成,具有高的硬度、耐磨性和熱硬性。主要用于制造高速切削和加工硬材料的刀具,近年來,模具工業運用硬質合金也與日俱增,所以探討和研究硬質合金熱處理有現實意義。
1.硬質合金的特點
硬質合金是由難熔金屬硬質化合物和金屬粘結相經粉末冶金的方法而制成的,通常廣泛采用的硬質化合物是碳化物,作為切削刀具用的硬質合金,常用的WC、TiC、TaC、NbC等,粘結劑是Co,硬質合金的強度主要取決于Co的含量。
由于硬質合金中的碳化物都是由熔點高(如TiC的熔點為3140℃)、硬度高(如TiC的硬度為3200HV)、化學穩定性好、熱穩定好等特點,而且都含有大量的耐高溫的碳化物,因此其硬度、耐磨性、化學穩定性都遠高于高速鋼。
工廠常用的硬質合金硬質相主要是WC,它有良好的耐磨性,雖然有些碳化物的硬度和WC差不多,但不具備相同的耐磨性。WC有較高的屈服強度(6000MPa),故抗塑性變形的能力較強。WC的導熱性也好,而導熱性是工模具重要的性能指標。WC有較低的熱膨脹系數,大約為鋼的1/3;其彈性模量為鋼的3倍,抗壓強度也高于鋼。此外,WC在常溫下具有很好的抗腐蝕和抗氧化性能,良好的電阻,很高的抗彎強度。WC的這些優良性能都賦予其為硬質合金的重要成分。
2.熱處理與合金的組織
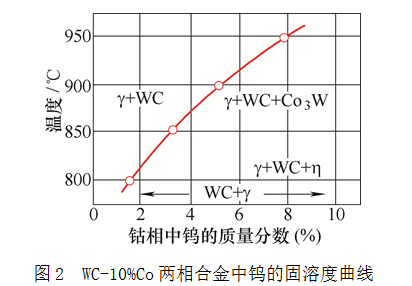
有人曾對不同C/W比為5%~35%WC的WC-Co合金的粘結相進行了研究,得出的結論是:慢冷時合金中產生γ相或(γ+WC)相;快冷時則有(γ+η)相出現。但由于(γ+η)相是不穩定的,所以經退火后(γ+η)相將轉變為穩定的(γ+WC)相。根據試驗結果繪制出如圖1所示的準平衡相圖(實線為穩定系統相圖,虛線為說明準穩定相η特性的局部相圖)。

通常的硬質合金其退火(慢冷)組織主要決定于含碳量:當C/W>1時,游離碳析出于WC-Co相邊界上;當C/W<1時,合金的組織有兩種情況:一種是處于三相區(WC+γ+η)時,合金慢冷后出現η相是必然的。如果這種η相大量存在于粘結相內,則出現分枝狀結晶顆粒,而且小顆粒呈不均勻分布;若有大顆粒η相時,則顆粒間相隔較遠,因此有資料認為η相在較高溫度已開始形成。另一種情況是合金處于兩相(WC+γ)區時,低碳合金經退火后W將以Co3W形式從粘結相中析出,其反應過程可以由下式來表示:
Co面心立方→Co面心立方+Co3W
因此,這種低碳兩相WC-Co合金經退火后將變成三相(WC+γ+CoW)結構。
圖2給出了兩相WC-Co合金在不同退火溫度下W的溶解曲線,該曲線即為兩相合金轉變為三相(WC+γ+CoW)合金的臨界溫度曲線:在曲線以上的溫度退火,可獲得兩相組織合金;在曲線以下的溫度進行退火則可獲得含有Co3W的三相組織。
3.熱處理工藝對硬度合金力學性能的影響
(1)對強度的影響
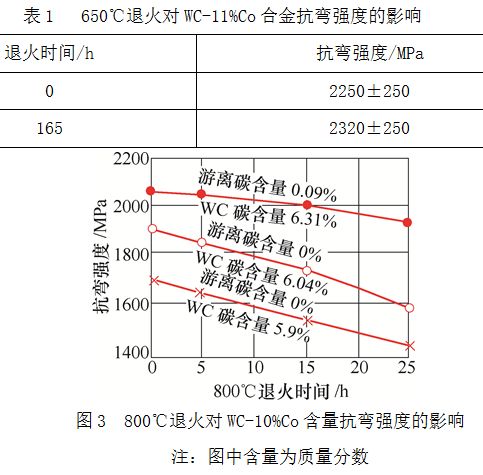
由于WC在Co中于不同溫度下具有不同的固溶度,因此,為以固溶溫度淬火和隨后的時效造成粘接相析出硬化提供了可能性。淬火可抑制WC析出及Co的同素異性轉變(Co密排六方,Co面心立方)。有文獻報道,含鈷40%的合金經淬火后強度可提高約10%,但含鈷10%的合金經淬火后強度卻降低了。考慮到工程上常用的硬質合金含鈷量一般為10%~37%,因此,熱處理對合金強度的作用是很小的。所以有人敢斷言,淬火對于W-Co合金來說不是提高強度的方法。
退火同樣會造成合金強度的降低,如表1、圖3所示。
碳化鎢硬質合金的性能隨含Co量和晶粒的粗細而變化如圖4所示。
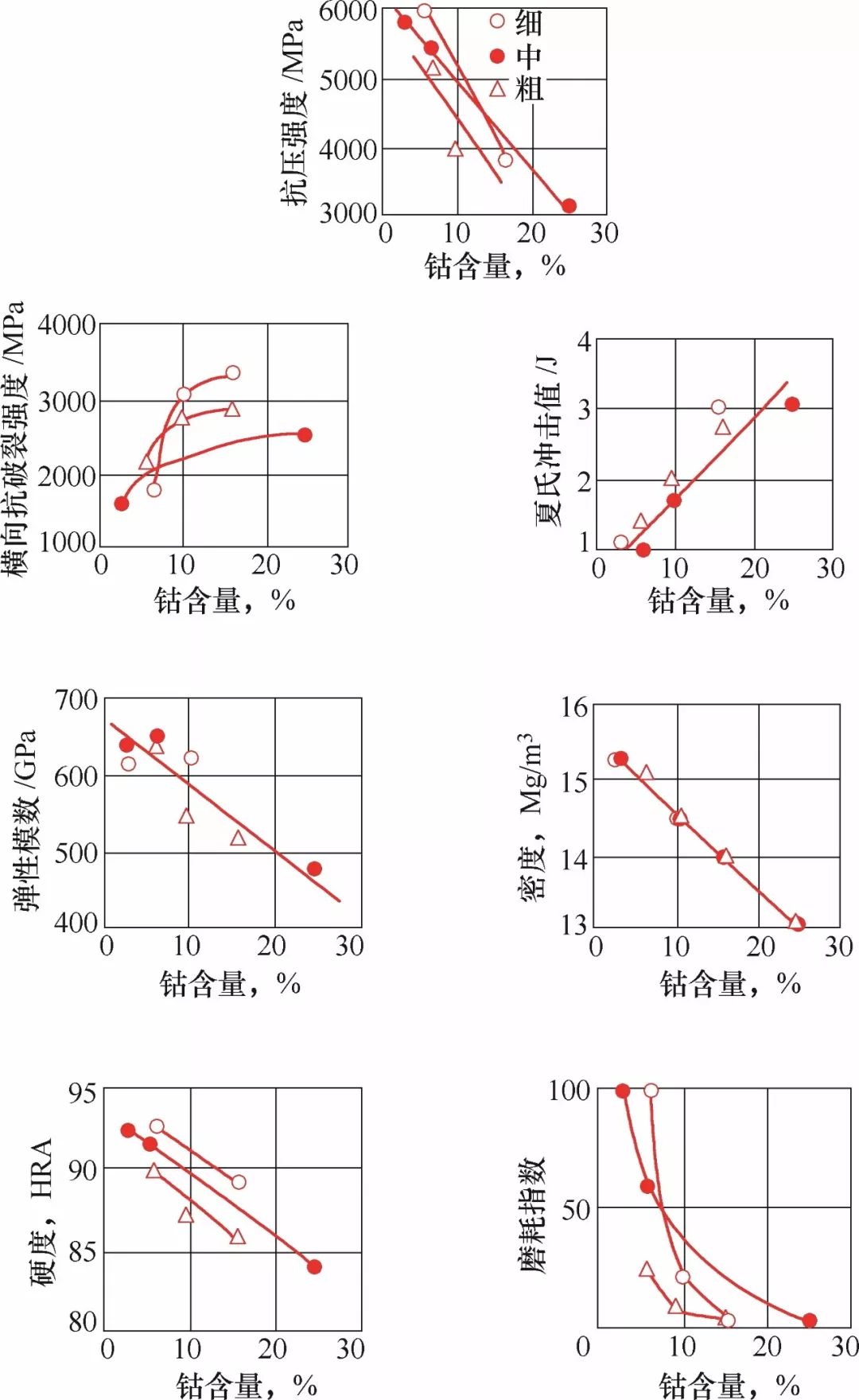
圖4 WC硬質合金的性能隨含Co量和晶粒粗細而變化
(2)對硬度的影響
WC-Co合金時效時因有 Co3WCX和接近于Co3WCX致密組織相析出,因此合金的硬度會提高,但在隨后轉變為Co3W析出時合金的硬度則會降低。H·Jonsson實驗資料如圖5、圖6所示。
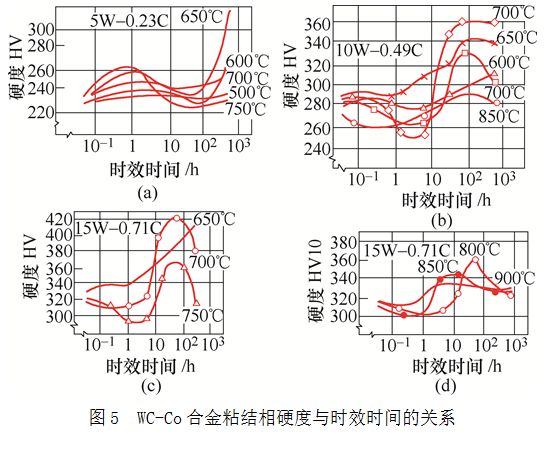

雖然熱處理后Co3WCX的存在使合金硬度稍有提高,但考慮到熱處理時間較長和抗彎強度的降低,故人們認為Co3WCX相析出使粘結相彌散硬化不是發展新牌號的有效方法,應另尋出路。
(3)硬質合金典型熱處理見表2。
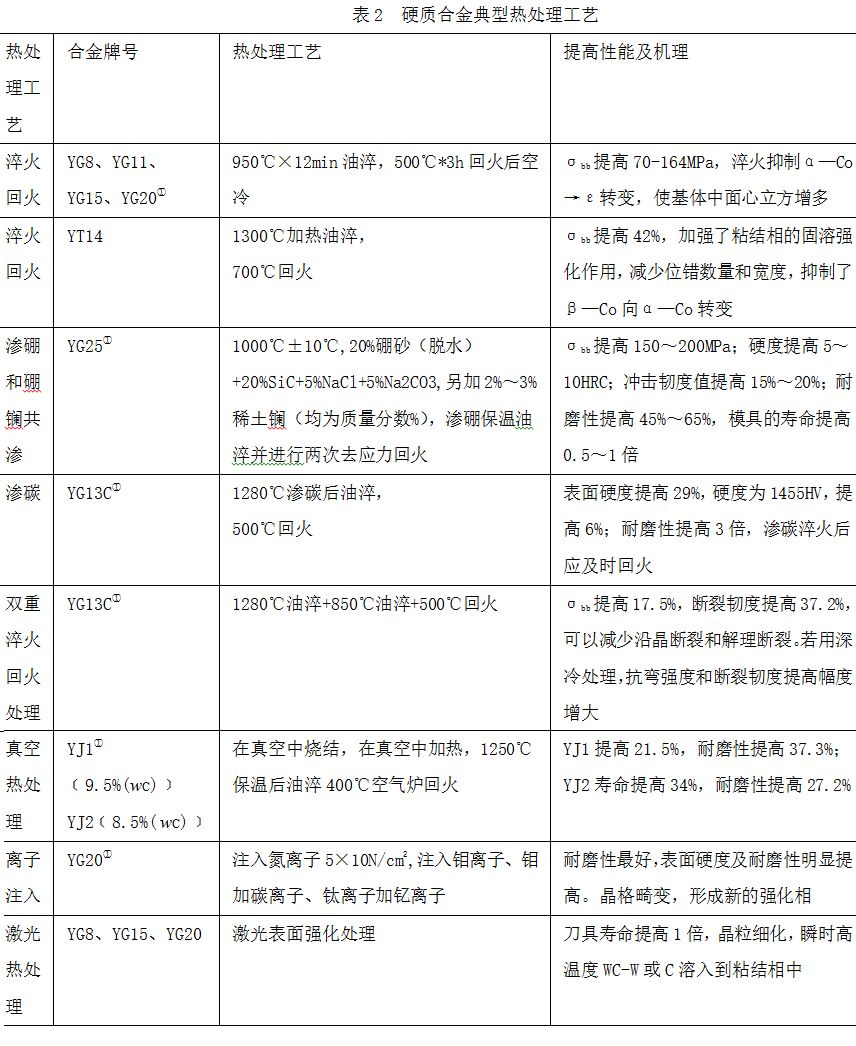
注:①為非標準牌號的硬質合金。
4.硬質合金涂層
為了進一步提高硬質合金的耐磨性,可以在其表面氣相沉積TiC或TiN等硬材料。涂層物質應滿足以下一些要求:①在低溫及高溫下都應有高的硬度。②有好的化學穩定性。③應有滲透性和無氣孔。④對被加工材料應有較低的摩擦系數。⑤要與工具基體粘結牢固。⑥要經濟實惠,并且容易生產。
當今世界,硬質合金也是刀具的主要材料,在模具、量具等領域也在不斷擴大應用份額,概括起來,主要應用于一下方面:①連續切削中的車削。②刀深度變化不大的仿行車削。③要求強度不大的間斷車。④鋼或灰口鑄鐵的高速端面銑。
涂層硬度合金的優點很多,歸納如下:①通用性好。②可改善工件切削表面精度。③在相同的刀具壽命下大大提高切削速度。④在相同的切削速度下,可提高工具的壽命。
(1)涂層物質
國外絕大部分廠家生產的涂層刀片用TiC涂層,其次是TiN涂層。TiC-TiN組合涂層和Ti(C·N)固溶涂層逐漸增多。近年來還發出了不少新的復合涂層。
TiC是目前比較理想的涂層物質,其優點是高溫硬度、強度高,抗氧化性和耐月牙洼磨損性能好;其缺點是熱膨脹系數與其體差別較大,抗側磨損性能差。
與TiC 涂層相較,TiN涂層有以下優點:被涂刀片切削時形成月牙洼的傾向性小,其熱膨脹系數接近于基體,對熱震動敏感性小,不易形成刀瘤。抗側面磨損性好,而且它易于沉積和控制。其缺點是與基體粘結不太牢固。
TiC-TiN組合涂層及Ti(C·N)固溶涂層是20世紀70年代就開發的新涂層,已在生產中成功應用,復合涂層硬度涂層前途無量。
(2)涂層工藝
國內外生成TiC涂層刀片的工藝和設備大同小異,共同的特點是將經過處理的硬度合金刀片置于沉積反應室內,然后用H2作載體,將TiCl4和甲烷引入反應室內進行沉積反應。反應溫度大致控制在1000℃左右,加熱方式幾乎都是采用同一高頻感應加熱,沉積壓力大多采用負壓。雖然在常壓下也能沉積出質量好的涂層,但采用負壓沉積效率高,涂層也較均勻致密,特別是在沉積刀片的數量較多時,采用負壓沉積的優點尤為顯著。
(3)涂層厚度
國內外生產的涂層刀片,其TiC涂層的厚度一般在5~8μm,TiN涂層較厚,在8~12μm范圍內。
(4)涂層基體
涂層刀片的使用性能受基體成分的影響很大,涂層刀片基體應滿足以下一些要求:①有良好的韌性和抗塑性變形性能。②有高的硬度。③其化學成分要與涂層材料相匹配,相互粘結應牢固。④要在高的沉積溫度下不受損害。⑤其膨脹系數要與涂層材料相近。⑥有良好的導熱性。
在加工鋼材料時,宜選擇WiC-Motor-Co或WC-TiC-TaC-Co類合金;加工鑄鐵或有色金屬時,宜選用WC-Co合金。加工的材料不同,對涂層合金的基體的要求也不同,意思說,涂層也應該個性化,任何一種熱處理工藝都不是萬能的,只要在特定的條件下才能發揮最大的功效。
5.硬質合金在工模具生產中的應用
(1)在切削刀具領域
硬質合金在800~1000℃的高溫下仍保持優異的切削性能,適合于高溫下的快速切削,對提高經濟效益有現實意義,所以,它正在逐步取代高速鋼制刀具。2023年來,不僅在車刀、刨刀、鏜刀、三面刃、模具銑刀、端銑刀等方面得到廣泛應用,而且隨著智能制造、工業4.0的不斷推廣,硬質合金刀具的應用前景更加廣闊,展望未來刀具材料無疑是硬質合金天下。
(2)在模具領域
各種鋼絲的拉絲模、拔絲模基本上都是硬質合金,制造拉鏈牙的級進模選用YG8、YG15硬質合金制造大直徑的拉深模、YG20C硬質合金制造多工位的級進模。無磁模一般選用YG15、YG20硬質合金制造,YG8經氮離子注入處理的拉絲模使用壽命提高1倍多。總之,硬質合金在模具中的應用越來越普遍。
在量具及其他工具行業亦有應用,不再詳述。
6.結語
硬質合金經適當的熱處理后,雖能提高一點硬度,但考慮到熱處理時間比較長和有損于抗彎強度,所以熱處理要有一定的針對性。表面涂層強化石拓寬硬質合金使用的新途徑,對涂層基體、材料、工藝、厚度也應該個性化。
作者:趙步青,安徽嘉龍鋒鋼刀具有限公司
張丹寧,南京工業大學材料科學與工程學院
劉春菱,常州新城光大熱處理有限公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)