我公司是傳動(dòng)部件專業(yè)制造廠,有許多客戶的軸類產(chǎn)品要求中頻淬火,由于客戶眾多,產(chǎn)品多樣,不可能買很多種感應(yīng)設(shè)備,只能對(duì)現(xiàn)有的感應(yīng)設(shè)備調(diào)試。在調(diào)試的過(guò)程中不可避免地出現(xiàn)一些問(wèn)題,下面主要介紹一種花鍵軸掃描淬火出現(xiàn)的問(wèn)題及解決方法。
一、提出問(wèn)題
圖1是一種長(zhǎng)軸類產(chǎn)品,技術(shù)要求:兩端花鍵部位硬化層3.5+3mm/500HV1(檢測(cè)部位離端面13mm處),中間部位硬化層6+2mm/500HV1、表面硬度要求56~64HRC,花鍵M值要求71.66~71.74mm。感應(yīng)淬火要求的長(zhǎng)度較長(zhǎng),超過(guò)600mm。根據(jù)產(chǎn)品的要求和現(xiàn)有設(shè)備,我們只有采用掃描淬火,軸在試制過(guò)程中出現(xiàn)的問(wèn)題主要是花鍵變形不合格。經(jīng)過(guò)多次試驗(yàn),最終找到一個(gè)合適的淬火方法,減少花鍵變形,達(dá)到批產(chǎn)合格。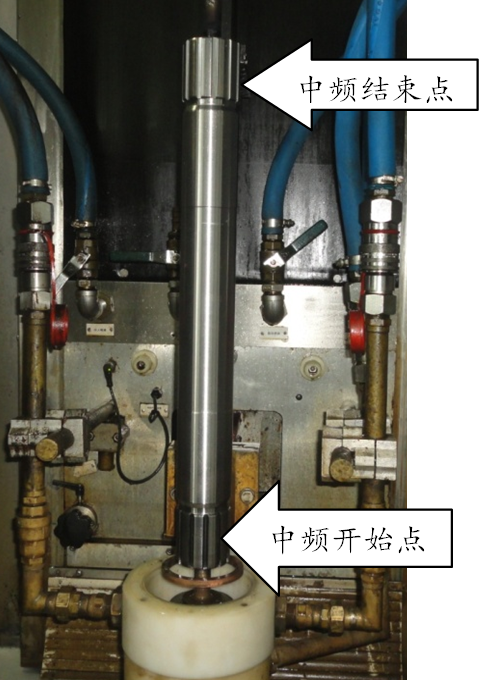
圖1 產(chǎn)品裝夾圖
二、第一次試驗(yàn)
第一次試驗(yàn)做6件,熱前花鍵M值要求71.66~71.68mm。實(shí)測(cè)71.66~71.67mm,熱處理后實(shí)測(cè)開始點(diǎn)花鍵M值在71.70~71.74mm之間,花鍵能通能止,結(jié)束點(diǎn)花鍵M值在71.64~71.67mm,離端面有3~10mm花鍵止不住。硬化層形狀見圖2。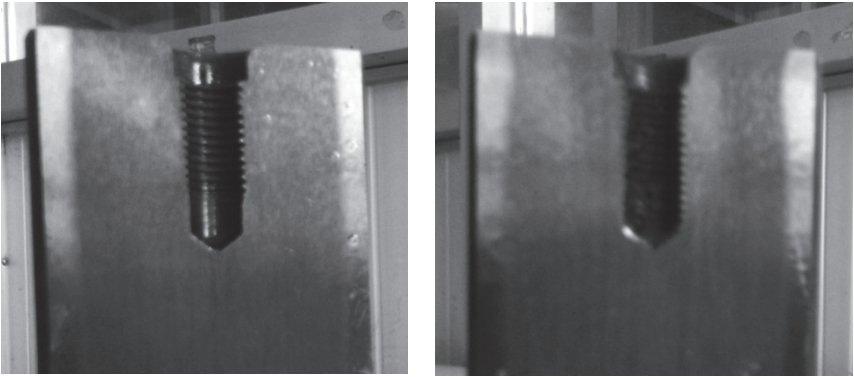
a)中頻開始點(diǎn) b)中頻結(jié)束點(diǎn)
圖 2
三、第二次試驗(yàn)
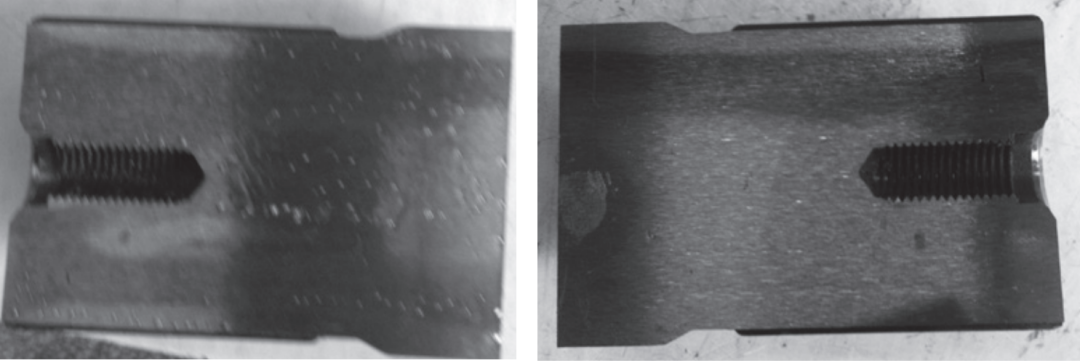
熱前花鍵M值要求71.68~71.70mm。這次試驗(yàn)花鍵是熱前熱后花鍵敲點(diǎn),做數(shù)據(jù)對(duì)比試驗(yàn)。經(jīng)過(guò)試驗(yàn)發(fā)現(xiàn)中頻開始的部位花鍵漲0.04~0.08mm,結(jié)束點(diǎn)的部位花鍵縮0.01~0.02mm。這樣中頻后的產(chǎn)品開始點(diǎn)花鍵通不進(jìn),中頻結(jié)束點(diǎn)花鍵合格。檢測(cè)開始點(diǎn)M值在71.73~71.76mm之間。結(jié)束點(diǎn)M值在71.67~71.68mm之間。檢測(cè)見圖3。花鍵淬火在開始點(diǎn)漲,在結(jié)束點(diǎn)縮。
a)中頻結(jié)束點(diǎn) b)中頻開始點(diǎn)
圖 3
四、第三次試驗(yàn)
根據(jù)第二次試驗(yàn)結(jié)果,根據(jù)圖樣檢測(cè)硬化層要求,檢測(cè)位置要求從端面13mm開始檢測(cè),根據(jù)這個(gè)要求可以看出,要求端面可以部分不淬火。根據(jù)該要求我們對(duì)于花鍵M值在71.68~71.70mm之間的花鍵軸進(jìn)行第三次試驗(yàn),主要是調(diào)整開始點(diǎn)淬火位置。同樣做標(biāo)識(shí)測(cè)量淬火前后的M值,這樣處理的花鍵,開始點(diǎn)漲0.01~0.035mm,花鍵熱前M值只要在71.68~71.70mm之間,熱后就是合格。硬化層形狀檢測(cè)如圖4所示。
a)中頻開始點(diǎn) b)中頻結(jié)束點(diǎn)
圖 4
花鍵熱前M值范圍差控制在0.02mm,對(duì)于批量生產(chǎn)有困難,尤其產(chǎn)品又重,批量生產(chǎn)材料淬透性的變化、調(diào)質(zhì)質(zhì)量的穩(wěn)定性、感應(yīng)淬火過(guò)程的控制還是會(huì)出現(xiàn)花鍵變形超差的產(chǎn)品。根據(jù)成品尺寸的要求71.66~71.74mm之間及感應(yīng)淬火變形數(shù)據(jù),開始點(diǎn)花鍵M值在71.65~71.705mm之間,結(jié)束點(diǎn)花鍵M值在71.68~71.75mm之間,花鍵過(guò)程加工M值控制在0.05~0.07mm之間可以保證,只要標(biāo)識(shí)好,感應(yīng)淬火按照標(biāo)識(shí)淬火,但是這樣會(huì)增加加工過(guò)程的難度,因此這個(gè)方案不可行。按照第三次試驗(yàn)工藝,生產(chǎn)了部分產(chǎn)品,每次感應(yīng)淬火都要用花鍵套檢測(cè)花鍵開始點(diǎn)變形。一般先做6件,只要有花鍵不合格就要檢測(cè)硬化層,通過(guò)調(diào)整硬化層深度、硬化層區(qū)域來(lái)保證變形合格,在工藝上主要是調(diào)整加熱時(shí)間、加熱始點(diǎn)位置、加熱功率。感應(yīng)淬火后出現(xiàn)花鍵不合格的主要原因是:熱前尺寸不在要求范圍內(nèi)、調(diào)質(zhì)質(zhì)量問(wèn)題、材料變化。出現(xiàn)不合格品花鍵M值尺寸在71.74~71.75mm之間(根據(jù)這個(gè)數(shù)據(jù)熱前M值范圍差可以控制在0.03mm),只要花鍵始點(diǎn)漲量減少0.01mm,熱后花鍵就會(huì)全部合格。花鍵采用掃描淬火始點(diǎn)花鍵漲,終點(diǎn)花鍵縮。根據(jù)這個(gè)現(xiàn)象分析,花鍵從端面開始加熱時(shí)在熱應(yīng)力下膨脹,加熱到淬火溫度后,開始冷卻,在冷卻時(shí)熱應(yīng)力造成尺寸縮小,但由奧氏體轉(zhuǎn)變?yōu)轳R氏體組織時(shí),尺寸漲大。在這個(gè)過(guò)程中組織應(yīng)力大于熱應(yīng)力,表現(xiàn)為花鍵漲。如果把花鍵加熱的開始點(diǎn)為離端面一定距離時(shí),花鍵加熱位置改變后,加熱時(shí)花鍵尺寸膨脹由于受兩端沒有加熱位置的影響,會(huì)減少加熱時(shí)的膨脹量,加熱到淬火溫度后,開始冷卻,在冷卻時(shí)熱應(yīng)力造成尺寸縮小,但由奧氏體轉(zhuǎn)變?yōu)轳R氏體組織時(shí),尺寸漲大。由于受端面沒有組織轉(zhuǎn)變的影響,也會(huì)降低膨脹量。因此,花鍵改變淬火始點(diǎn)后尺寸變化量是0.010~0.030mm,而不是從端面開始淬火的0.040~0.080mm。產(chǎn)品尺寸較長(zhǎng),采用掃描淬火,到淬上端花鍵時(shí),由于感應(yīng)淬火硬化層相當(dāng)于一根管子,其軸向組織應(yīng)力遠(yuǎn)大于橫向組織應(yīng)力,在加熱的過(guò)程中這個(gè)硬化管不斷地膨脹,造成花鍵淬火后縮小(主要是組織應(yīng)力影響大,熱應(yīng)力影響較小)。根據(jù)以上分析對(duì)于始點(diǎn)淬火后只有減少漲量,才能保證花鍵變形合格。設(shè)備是西門子8402D控制系統(tǒng),對(duì)于很多加熱方式可以控制。考慮端面預(yù)熱幾秒(加熱溫度低于850℃),然后停止加熱,停頓幾秒后,再開始加熱。根據(jù)這個(gè)原理重新制定始點(diǎn)感應(yīng)淬火工藝,工藝為新工藝一。檢測(cè)始點(diǎn)花鍵M值漲量在0.005~0.015mm之間,硬化層形狀見圖5。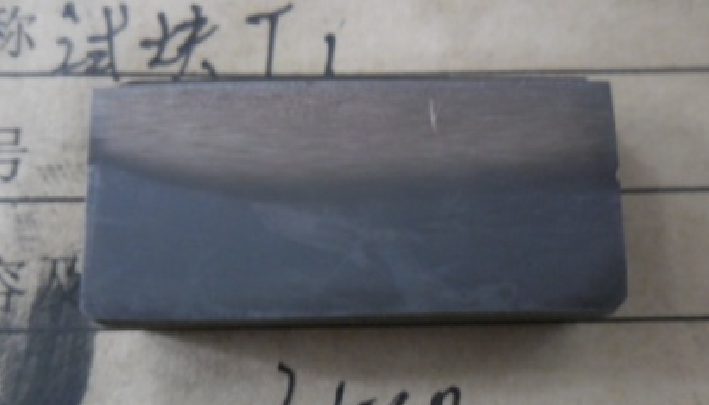
圖5 新工藝一金相試塊
這樣試驗(yàn)了30支,在淬火的過(guò)程中,由于端面定位尺寸加工的變化,在淬火時(shí)看到端面有過(guò)熱的現(xiàn)象(考慮檢測(cè)位置在13mm處,不會(huì)影響質(zhì)量)。從開始淬火到結(jié)束約4h。工件在箱式回火爐,在150℃回火,到溫保溫2h。第二天工件清理噴丸時(shí)看到有13件出現(xiàn)端面剝?nèi)α鸭y,見圖6。檢測(cè)花鍵變形全部合格。檢測(cè)有裂紋的工件主要是端面過(guò)熱造成的。
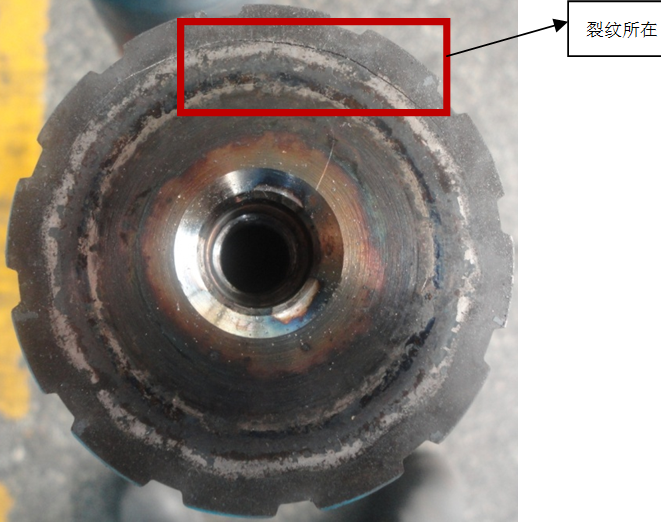
圖6 新工藝一處理
新工藝一處理的花鍵變形全部合格,只要解決了裂紋,這個(gè)處理方式就會(huì)保證花鍵變形合格,這樣熱前花鍵M值公差可以放大。由于端面定位孔的變化造成裂紋,那么能否采用第三次試驗(yàn)工藝的加熱位置來(lái)減少過(guò)熱。還是在新工藝一原位置預(yù)熱,停頓幾秒后回到第三次試驗(yàn)工藝的加熱位置開始加熱,這樣由于端面溫度高,塑性好,加熱時(shí)尺寸膨脹可以向端面移動(dòng),由于端面溫度高應(yīng)力小,組織應(yīng)力可以沿軸向方向釋放,冷卻時(shí)組織轉(zhuǎn)變的應(yīng)力也可以減少。根據(jù)這個(gè)思路我們重新優(yōu)化了始點(diǎn)感應(yīng)淬火工藝,這個(gè)工藝定為新工藝二,檢測(cè)漲量在0.010~0.015mm。檢測(cè)始點(diǎn)花鍵硬化層形狀見圖7。
圖7 新工藝二金相試塊
按新工藝二同樣處理了30件,回火后檢查沒有裂紋,花鍵變形都合格。新工藝二處理的產(chǎn)品,兩個(gè)端面硬化后的顏色及形狀都很類似(圖8與圖3比較)由于漲量減少,只要冷加工尺寸控制與原先一樣,感應(yīng)淬火后的尺寸都是合格的。圖8與圖6比較,可以發(fā)現(xiàn)圖6淬火明顯比圖8的顏色深,端面基本顏色都變化了,說(shuō)明淬火效果好,也就有裂紋的風(fēng)險(xiǎn)。.jpg")
圖8 新工藝二處理的始點(diǎn)
通過(guò)多次試驗(yàn),找出變形的規(guī)律及變形的原因,保證了批量生產(chǎn),減少了公司損失,希望對(duì)其他公司有所幫助。
作者:郝豐林
單位:江蘇雙環(huán)齒輪有限公司
來(lái)源:《金屬加工(熱加工)》雜志
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來(lái)自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

.jpg")
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")