
雙相不銹鋼加工制造實(shí)用指南(6)
雙相不銹鋼的應(yīng)用日益廣泛,用戶對(duì)這類不銹鋼也越來越熟悉。本文圍繞雙相不銹鋼應(yīng)用的難點(diǎn)之一 — 加工和焊接,介紹了雙相不銹鋼的各種特性,給出了加工和焊接雙相不銹鋼的基本原則和實(shí)用信息。內(nèi)容包括:雙相不銹鋼的歷史、化學(xué)成分、冶金學(xué)、耐腐蝕性能、力學(xué)性能、物理性能、技術(shù)條件、質(zhì)量控制、切割、成形、焊接、應(yīng)用等。
全文較長(zhǎng),將分幾部分發(fā)表,歡迎關(guān)注!
(續(xù)接前文)
13 其他連接方法
除焊接(將母材熔化進(jìn)行連接)以外的其他連接方法,其優(yōu)點(diǎn)包括翹曲最小和殘余應(yīng)力低。接頭可達(dá)到無(wú)泄漏并具有相當(dāng)?shù)膹?qiáng)度。然而,非焊接接頭的性能絕不會(huì)像焊接接頭那樣,即焊縫金屬的耐腐蝕和強(qiáng)度同母材一樣好或幾乎一樣好。對(duì)于強(qiáng)度和耐腐蝕性優(yōu)于300系列奧氏體不銹鋼的雙相不銹鋼而言,這是一個(gè)重要的考慮問題。
13.1 坡口準(zhǔn)備
對(duì)于所有的連接操作,進(jìn)行連接操作前,徹底清潔不銹鋼是非常重要的。表面應(yīng)當(dāng)無(wú)油、油脂、灰塵或指印。應(yīng)當(dāng)用溶劑去除這些表面污染。油或油脂會(huì)阻止焊劑去除軟釬焊和硬釬焊中的氧化層。松散的表面污染減少了有效的連接面積。一般表面稍微粗糙的產(chǎn)品比表面光滑的好連接。有時(shí)用細(xì)磨料進(jìn)行粗糙化處理可增加表面的潤(rùn)濕性,這對(duì)于良好的連接是至關(guān)重要的。
13.2 粘合劑
連接金屬表面可以使用各種商業(yè)粘合劑。雙相不銹鋼可用與其他任何金屬相同的方法用粘合劑連接。粘合劑生產(chǎn)商可以幫助用戶選擇適合特定連接強(qiáng)度、使用溫度和使用環(huán)境的粘合劑。
13.3 軟釬焊
軟釬焊與硬釬焊的區(qū)別在于填充材料的熔化溫度不同。軟釬焊的溫度通常在450℃ 以下。一般情況下,軟釬焊的接頭強(qiáng)度不如硬釬焊的高,使用溫度低于硬釬焊的使用溫度。典型的軟釬焊填充材料包括錫-鉛、錫-銻、錫-銀和錫-鉛-鉍合金。這些低熔點(diǎn)填充材料加工的接頭具有不同強(qiáng)度和耐腐蝕性及不同顏色搭配。
為了獲得良好的軟釬焊,在進(jìn)行軟釬焊之前必須用焊劑去掉不銹鋼表面的氧化層。不銹鋼,特別是含鉬雙相不銹鋼的保護(hù)性氧化層具有高度穩(wěn)定性,進(jìn)行適當(dāng)?shù)娜刍浅@щy。酸性助焊劑會(huì)含氯化物,如果使用了含氯化物的助焊劑,在軟釬焊之后必須立即用水沖洗或用中和劑處理。未能完全去除助焊劑有可能會(huì)引發(fā)點(diǎn)蝕,甚至在設(shè)備投入使用前就會(huì)出現(xiàn)。
13.4 硬釬焊
硬釬焊填充材料的熔點(diǎn)在450℃以上。硬釬焊的填充金屬包括銀釬焊合金、鎳釬焊合金和銅釬焊合金。銀釬焊合金的熔點(diǎn)較低,在618~705℃ 之間,銅合金釬焊溫度在1100~1150℃ 之間,鎳釬焊合金的熔點(diǎn)較高,最高達(dá)1175℃。鎳釬焊接頭的使用溫度高于銅和銀釬焊接頭的使用溫度。
雙相不銹鋼應(yīng)避免在705~980℃ 的溫度范圍。因此,在1040℃ 以上或 705℃以下釬焊。超過1040℃ 時(shí),釬焊接頭從釬焊溫度淬火。
應(yīng)當(dāng)根據(jù)所要求的耐腐蝕性、使用溫度和接頭強(qiáng)度選擇合適的釬焊材料。雖然不像雙相不銹鋼2205那樣耐腐蝕,但鎳釬焊材料含鉻量最高25%,使它們具有一定的耐腐蝕性。
有報(bào)道說含氮不銹鋼不容易釬焊。這會(huì)影響氮含量較高的第二代雙相不銹鋼。可獲得的雙相不銹鋼釬焊的數(shù)據(jù)不多,因此加工制造者應(yīng)當(dāng)進(jìn)行實(shí)驗(yàn)找出理想的釬焊參數(shù)。
像軟釬焊一樣,為了焊接出良好的釬焊接頭,硬釬焊前和釬焊過程中必須去除氧化層。同樣,這是用助焊劑完成的,釬焊后必須將其除去。清理過程與軟釬焊類似,包括用熱水或中和化學(xué)品清洗。
14 加工后清理
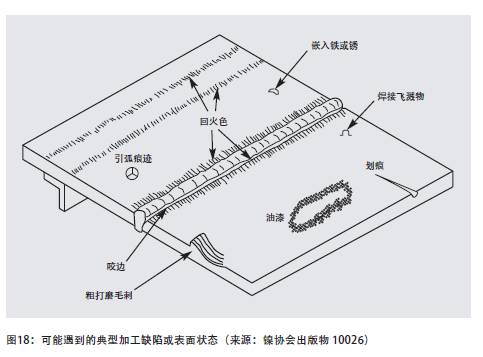
雙相不銹鋼的加工后清理與其他不銹鋼的要求沒有差別。加工后清理很重要,就像控制層間溫度或在焊接過程中使用保護(hù)氣體一樣重要。加工后未經(jīng)適當(dāng)清理的不銹鋼,可在比母材低得多的溫度下或腐蝕性弱得多的環(huán)境中失效。這意味著除非加工后保持或恢復(fù)材料的最佳表面,否則使用耐蝕性更好的材料所帶來的額外費(fèi)用就被浪費(fèi)了。焊接飛濺物,焊接氧化色、標(biāo)記筆痕跡,起弧點(diǎn)和咬邊在水溶液環(huán)境中均可成為縫隙。同時(shí),它們也可具有不同于不銹鋼表面的電位,因此可能發(fā)生電化學(xué)反應(yīng)。消除這些對(duì)保護(hù)性鈍化膜有破壞作用的缺陷非常重要。圖18歸納了焊接過程中可能出現(xiàn)且應(yīng)當(dāng)在不銹鋼投入使用之前清除的這些缺陷。
14.1標(biāo)記筆印跡、油漆、灰塵和油污
所有這些表面污染物均可成為縫隙和不銹鋼點(diǎn)蝕或縫隙腐蝕的源頭。此外,它們還可能導(dǎo)致碳污染。如果進(jìn)行下一步焊接,可能會(huì)發(fā)生碳化物析出。材料在使用過程中會(huì)發(fā)生敏化和晶間腐蝕。應(yīng)用溶劑去除這些污染物。
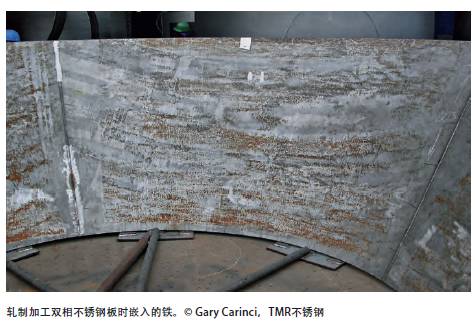
14.2嵌入鐵(含鐵化合物污染)
不銹鋼上的嵌入鐵或游離鐵,是由于用碳素鋼工具加工或運(yùn)輸不銹鋼帶來的。如果用碳鋼工具處理不銹鋼,或在存放不銹鋼的地方附近加工碳鋼,則鐵會(huì)轉(zhuǎn)移到不銹鋼表面。隨后鐵在潮濕或濕潤(rùn)的環(huán)境中生銹并可能引發(fā)不銹鋼表面的腐蝕。解決方法是避免不銹鋼與碳鋼的所有接觸。不銹鋼的加工應(yīng)當(dāng)僅使用不銹鋼工具,不銹鋼鋼絲刷,不銹鋼夾具和未沾污的新砂輪。在車間里經(jīng)常用不同顏色為工具編號(hào)。
要做到完全不使用碳鋼工具和避免車間環(huán)境中的鐵污染常常是不現(xiàn)實(shí)和不經(jīng)濟(jì)的。所以,可接受鐵沾污但承諾確保在不銹鋼投入使用前除掉鐵。清除鐵污染的方法包括機(jī)械清理、化學(xué)清理或機(jī)械和化學(xué)清理相結(jié)合。最佳清理方法取決于設(shè)備的尺寸和形狀、預(yù)計(jì)使用情況和某些實(shí)際問題包括清理廢物的處理。一種常用的清理方法是用硝酸進(jìn)行化學(xué)處理,它可溶解不銹鋼表面的游離鐵但不侵蝕不銹鋼或鈍化膜保護(hù)層。也有許多不同的化學(xué)清理方法可獲得預(yù)期效果。ASTM A 380 (不銹鋼部件、設(shè)備和系統(tǒng)的清潔、去氧化皮和鈍化 )詳細(xì)介紹了清理方法。用戶熟悉ASTM A 380所述的安全問題特別重要。
ASTM A 967(不銹鋼部件化學(xué)鈍化處理,代替美國(guó)聯(lián)邦標(biāo)準(zhǔn)QQP-35c)介紹了如何選擇適當(dāng)?shù)脑囼?yàn)方法以證明不銹鋼已經(jīng)過有效的鈍化處理。該標(biāo)準(zhǔn)希望用戶限定要求達(dá)到的鈍化等級(jí),允許廠家選用經(jīng)濟(jì)有效的合適的方法進(jìn)行表面處理。
14.3焊接飛濺、焊接變色、焊劑、焊渣、引弧斑
所有這些缺陷都有可能在焊接過程中產(chǎn)生。它們能夠形成縫隙并在含氯化物的環(huán)境中成為縫隙腐蝕源,應(yīng)當(dāng)避免產(chǎn)生這些缺陷或在焊后清除。在加工過程中使用防飛濺化合物可防止焊接飛濺。焊接變色是由于鈍化層的破壞,所以會(huì)降低耐腐蝕性。用惰性氣體保護(hù)和用惰性氣體清洗焊縫背面可防止嚴(yán)重的焊接變色或氧化色。然而,氧化色不可能完全避免,必須在焊后清理中去除。在設(shè)備投入使用前也應(yīng)當(dāng)清除焊劑和焊渣夾雜物以及引弧斑。焊接飛濺、焊接氧化色、焊劑、焊渣、引弧斑和焊接咬邊都能夠用機(jī)械清理方法清除,如精磨或使用不銹鋼絲輪或刷。使用精磨砂輪很重要,因?yàn)樵谑褂眠^程中粗磨痕跡會(huì)粘上沉積物,形成縫隙,從而引起腐蝕。
雙相不銹鋼的一個(gè)顯著特點(diǎn)是焊縫氧化色薄、粘,且比耐蝕性與其相當(dāng)?shù)膴W氏體不銹鋼更耐化學(xué)清理。可用酸洗的方法對(duì)焊縫變色進(jìn)行化學(xué)清理,例如,用20%硝酸-5%氫氟酸溶液酸洗2205。該溶液能夠溶解氧化鉻,也能侵蝕不銹鋼,從而去掉了貧鉻層。酸洗膏的作用相似,但更易于處理大型工件,因此可用來代替酸溶液。然而,應(yīng)當(dāng)認(rèn)識(shí)到,用酸洗膏清洗時(shí)會(huì)產(chǎn)生一種有害溶液,用戶有職責(zé)采取安全的使用和處理措施。根據(jù)雙相不銹鋼耐蝕性的不同,可要求采用侵蝕性更弱或更強(qiáng)的酸去除氧化色。
研究表明,進(jìn)行機(jī)械清理后再使用化學(xué)鈍化法可獲得最佳焊后耐蝕性。
(未完待續(xù))
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.youwin2019.com/Steel-Knowledge/1594112104.html
|